

CNC 기계

산업 제조
여러 아크를 결합/결합하는 CNC 밀링 머신 프로그램입니다.
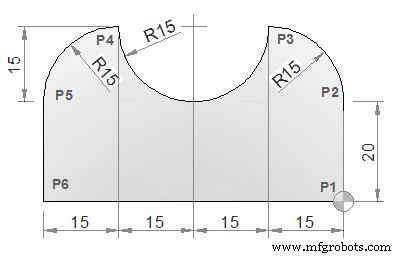
N10 M6 T1 G43 H1 M3 N15 S500 F120 N20 G0 X0 Y0 (P1) N25 G1 Y20 (P2) N30 G3 X-15 Y35 I-15 J0 (P3) N35 G2 X-45 Y35 I-15 J0 (P4) N40 G3 X-60 Y20 I0 J-15 (P5) N45 G1 Y0 (P6) N50 G1 X0 (P1) N55 M30