

CNC 기계

산업 제조
Fanuc G72.1 회전 복사 프로그래밍 예제, G72.1 G 코드를 사용하여 회전 운동을 하는 도형을 반복적으로 생성합니다.
G72.1 Rotational Copy G-code를 사용하여 하위 프로그램에서 지정한 도형을 회전 운동으로 반복적으로 생성할 수 있습니다.
자세히 보기 Fanuc G72.1 Rotational Copy(Figure Copy 기능 CNC Mill)
G81 드릴링 사이클은 간단한 드릴링/스폿 드릴링 작업에 사용됩니다.
프로그램 예제가 포함된 전체 기사 읽기 Fanuc G81 드릴링 사이클
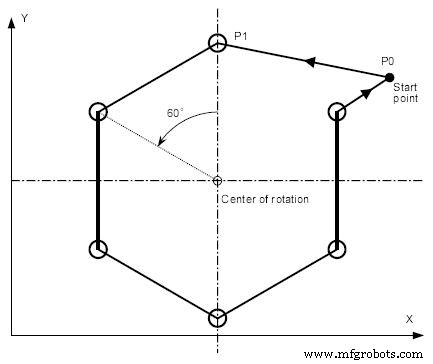
메인 프로그램
O2000 ; N10 G90 G00 G17 X250. Y100. Z100. ; (P0) N20 G72.1 P2100 L6 X100. Y50. R60. ; N30 G80 G00 X250. Y100. ; (P0) N40 M30 ;
하위 프로그램
O2100 N100 G90 G81 X100. Y150. R60. Z10. F200. ; (P1) N200 M99 ;
CNC 기계
제출자:Brian 그림/이미지 CNC 프로그램 O0001 (CYLINDRICAL INTERPOLATION );N01 G00 G90 Z100.0 C0 ;N02 G01 G91 G18 Z0 C0 ;N03 G07.1 C57299 ;N04 G90 G01 G42 Z120.0 D01 F250 ;N05 C30.0 ;N06 G02 Z90.0 C60.0 R30.0 ;N07 G01 Z70.0 ;N08 G03 Z60.0 C70.0 R10.0 ;N09 G01 C150.0 ;N10 G03 Z70.0 C190.0 R75.0 ;N11 G01 Z110.0 C2
Fanuc G90 터닝 사이클 Fanuc G90 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다. Fanuc G90 외경/내경 절삭 사이클 또는 G90 직선 절삭 사이클과 같은 많은 이름으로 불립니다. 프로그래밍 형식 G90 X... Z... 또는 G90 U... W... X – 절단할 직경.Z – Z축의 끝점.U – 타겟까지의 x축 증분 거리.W – 타겟까지의 Z축 증분 거리. G90 튜토리얼 G90 터닝 사이클G90 테이퍼 터닝 G90 예시 G90 터닝 사이클 예 N10