

CNC 기계

산업 제조
CNC 선반용 G02 G03으로 두 개의 결합된 아크를 프로그래밍하는 방법을 보여주는 CNC 프로그램 예
첫 번째 아크는 G02 R을 사용하여 프로그래밍되지만 두 번째 아크는 G03 I K를 사용하여 프로그래밍됩니다.
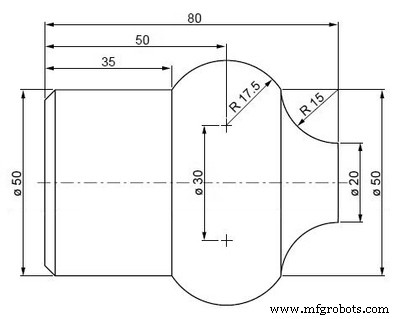
G02 G03 프로그래밍 예제
N50 G00 X20 Z85 N60 G96 S200 N70 G01 Z80 N80 G02 X50 Z65 R15 N90 G03 X50 Z35 I-10 K-15 N100 G00 X80 N110 G97 S900 M05 N120 M30
CNC 기계
Osai 10 시리즈 CNC 컨트롤을 사용하여 CNC 기계에서 작업하는 CNC 기계 기술자를 위한 Osai GTL 프로그래밍 예제입니다. Osai GTL 프로그래밍 예제 N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z-10N12 G21G42l2N13 l3N14 r3N15 l4N16 r3N17 c1
GSK 980 TDc 프로그램 예, 이 cnc 프로그램 예는 G02 G03 원형 보간 G 코드를 사용합니다.CNC 프로그램은 GSK 980 TDc cnc 프로그램에서 두 개의 아크를 함께 결합할 수 있는 방법을 보여줍니다. GSK 980 TDc 프로그래밍 예제 Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03 S200; (Start spindle)N003 G01 X0 Z0 F900; (Approach workpiece)N005 G03 U24 W-24 R15; (Cut R15 a