

CNC 기계

산업 제조
제출자:cnc 프로그래머
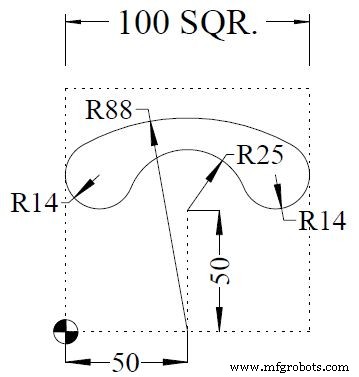
0 BEGIN PGM FK1 MM 1 BLK FORM 0.1 Z X-10 Y+0 Z-40 2 BLK FORM 0.2 X+110 Y+100 Z+0 3 TOOL DEF 1 L+0 R+5 4 TOOL CALL 1 Z S500 5 L M6 6 L X+50 Y+50 R0 FMAX M3 7 L Z+2 FMAX 8 L Z-10 F100 9 L Y+75 RL F500 10 FC DR+ R25 CCX+50 CCY+50 11 FCT DR- R14 12 FCT DR- R88 CCX+50 CCY0 13 FSELECT 1 14 FCT DR- R14 15 FCT X+50 Y+75 DR+ R25 CCX+50 CCY+50 16 FSELECT 2 17 L Y+50 R0 18 L Z+50 R0 FMAX M5 19 TOOL CALL 0 20 L M6 21 L M2 22 END PGM FK1 MM
CNC 기계
제출자:cnc 프로그래머 그림/이미지 CNC 프로그램 0 BEGIN PGM FK3 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y-20 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+0 RL10 L Y+12.711 FCT DR- R12.7 CCX+12.7 CCY+12.712 FLT13 FCT DR- R7.94 CCX+76.2 CCY+63.514
Osai 10 시리즈 CNC 컨트롤을 사용하여 CNC 기계에서 작업하는 CNC 기계 기술자를 위한 Osai GTL 프로그래밍 예제입니다. Osai GTL 프로그래밍 예제 N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z-10N12 G21G42l2N13 l3N14 r3N15 l4N16 r3N17 c1