

CNC 기계

산업 제조
이 예제 도면은 약간 복잡해 보이지만 프로그래밍하기는 매우 쉽습니다. 이 연습을 진행하기 전에 원형 보간 기사를 먼저 읽어야 합니다.
원형 보간 개념 및 프로그래밍 도움말
그리고 운동 번호. 1
읽고 나면 이 프로그램 예를 이해하는 데 편할 것입니다. 매우 간단하고 기본적인 작업입니다.
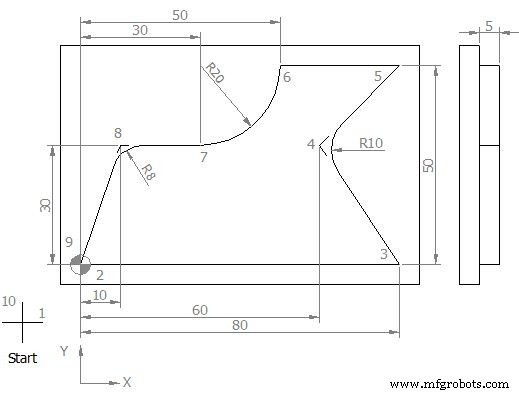
원형 보간 프로그래밍 예제 2
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 N40 X80 Y0 N45 X60 Y30 U10 N50 X80 Y50 N55 X50 Y50 N60 G02 X30 Y30 U20 N65 G01 X10 Y30 U8 N70 X0 Y0 N75 G40 X-20 Y-20 N80 G00 Z50 M09 N85 Y100 N90 M30
완성된 부분
가공 공정을 완료한 후 작업은 다음과 같습니다.
완성된 부분
G00 :급이송.
G54 :Zero Offset no. 1.
G64:연속 경로 모드.
G90:절대 치수 시스템.
G17:X-Y 계획 선택.
G42:커터 반경 보정 활성화(오른쪽 이동)
G40 :커터 반경 보정 비활성화
G02 :시계 방향 원형 보간
G03 :시계 반대 방향 원형 보간(반시계 방향)
S :스핀들 속도
F :축 모션피드
M :커터모션 (3=시계방향, 4=반시계방향)
D :공구번호
M08 :절삭유 ON
M09 :절삭유 OFF
M30 :메인 프로그램 종료
CNC 기계
Osai 10 시리즈 CNC 컨트롤을 사용하여 CNC 기계에서 작업하는 CNC 기계 기술자를 위한 Osai GTL 프로그래밍 예제입니다. Osai GTL 프로그래밍 예제 N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z-10N12 G21G42l2N13 l3N14 r3N15 l4N16 r3N17 c1
CNC 예제 프로그램을 사용한 Haas CNC 밀링 원형 보간 프로그래밍 설명, 이 예제는 G02 G03 G 코드로 원형 보간을 프로그래밍하는 동안 cnc 프로그램에서 IJK 또는 R을 제공할 수 있는 방법을 보여줍니다. Haas 원형 보간 R이 프로그래밍하기 더 쉬운데 IJK를 사용하는 이유 R은 정의하기가 더 쉽지만 실수를 저지르고 잘못된 반지름을 얻는 것이 더 쉽습니다. R을 사용하고 시작점이나 끝점을 잘못 지정하여 기계가 여전히 반경을 수행할 수 있는 경우 반경이 잘못됩니다. I, J, K 방법으로 실수하면 기계가 실행하