

임베디드

산업 제조
유한 상태 기계(FSM)는 거의 모든 디지털 시스템의 매우 일반적인 부분입니다. 이것이 바로 합성 도구가 FSM을 감지하고 상태 인코딩을 수정할 수 있는 최적화를 수행하기 위해 코드를 검사하는 이유입니다. 소스 코드에서 상태를 구현하는 값을 신중하게 선택하고 지정했다면 합성 도구는 해당 값을 원래 인코딩과 비트 길이가 다른 값으로 대체할 수도 있습니다.
Verilog에서 상태 머신을 구현하는 방법에 대해 자세히 알아보려면 Verilog에서 유한 상태 머신 만들기라는 제목의 제 기사를 읽어야 합니다.
FSM 상태에 대해 가장 널리 사용되는 세 가지 인코딩은 바이너리, 그레이 및 원-핫입니다.
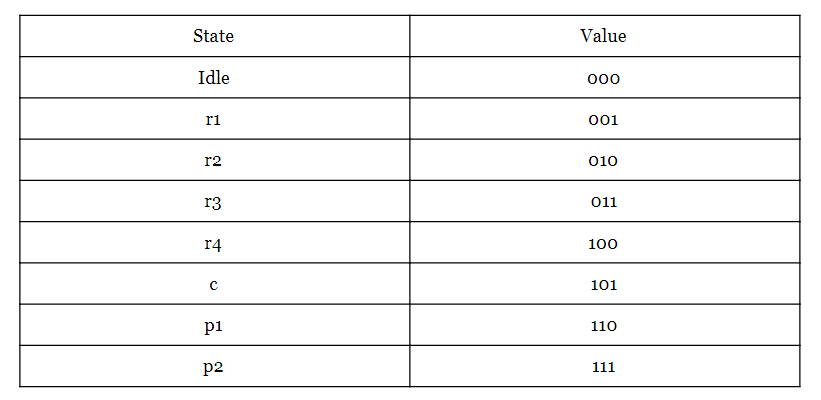
이진 인코딩은 상태에 순차적으로 값을 할당할 때 직관적으로 사용할 수 있는 간단한 방법입니다. 이렇게 하면 상태를 인코딩하는 데 가능한 한 적은 수의 비트를 사용하게 됩니다.
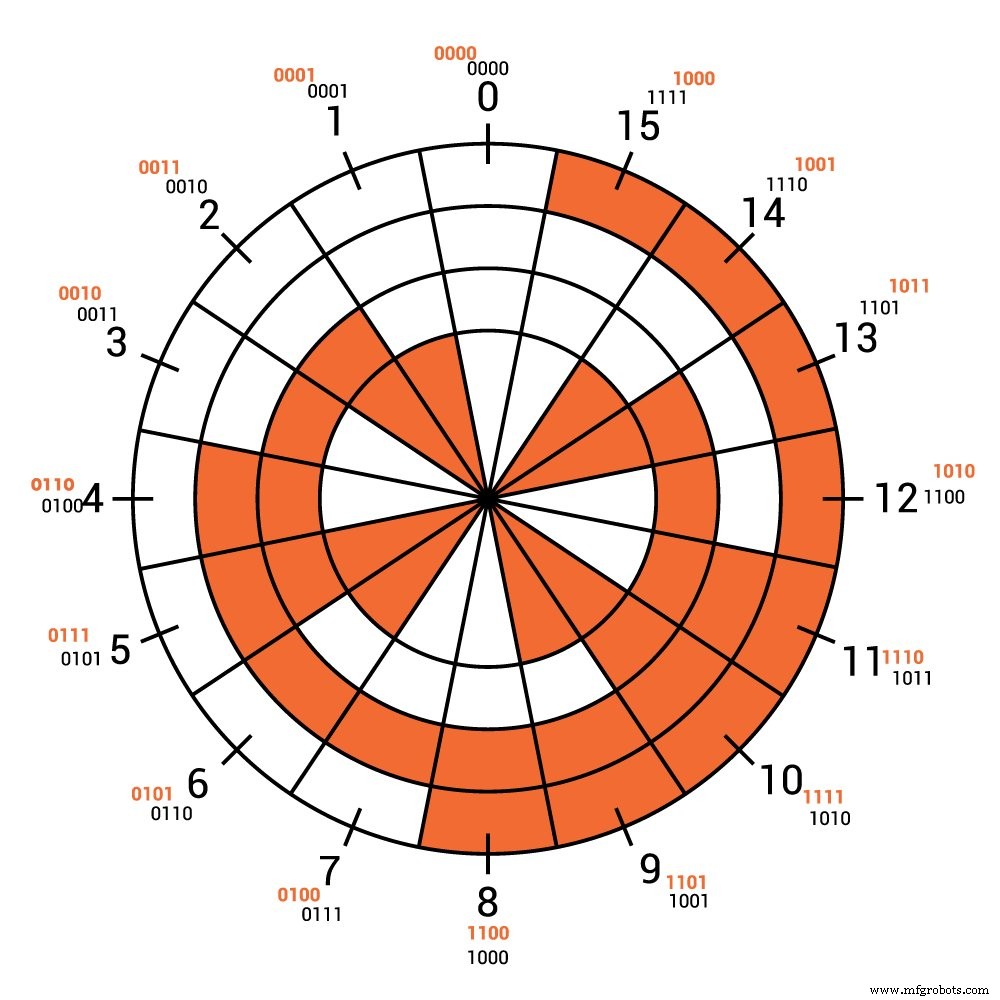
그레이 코드는 한 값과 다음 값 사이에서 단 하나의 비트만 변경되는 시퀀스로 구성됩니다. 최소 비트 수를 사용하는 것 외에도 이 인코딩은 상태 시퀀스를 최적으로 따를 경우 동적 전력 소비를 최소화합니다.
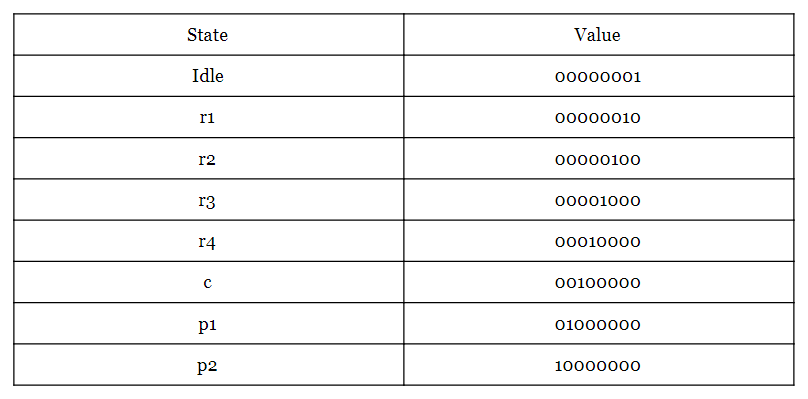
마지막으로, 원-핫 인코딩은 각 상태를 나타내는 하나의 비트를 사용하는 것으로 구성되어 어느 시점에서든 상태는 현재 상태를 나타내는 비트에서 1로, 다른 모든 비트에서 0으로 인코딩됩니다. 이것은 사용된 비트 수와 잘못된 상태의 과도한 수로 인해 처음에는 그다지 효율적이지 않은 것처럼 보일 수 있습니다. 그러나 원-핫 인코딩은 상태를 디코딩할 필요가 없기 때문에 플립플롭에 대한 자극 논리를 단순화하는 데 매우 좋습니다. 비트는 다음과 같습니다 상태.
상태 인코딩에 대한 자세한 내용은 Steve Arar의 Encoding States of the States of the Finite State Machine in VHDL 문서를 참조하세요.
이것은 어려운 질문입니다. 대부분 각 인코딩에는 장점과 단점이 있기 때문에 많은 요인에 따라 최적화 문제가 발생하기 때문입니다.
<울>이제 이러한 모든 주장은 교육받은 추측일 뿐이며 최적의 상태 할당을 찾는 것은 복잡한 문제입니다. 이 때문에 내 공식 조언은 컴파일러가 결정하도록 하는 것입니다. 즉, 세 가지 다른 개발 도구와 세 가지 상태 머신에서 이 세 가지 인코딩에 대한 결과를 비교하기로 결정했습니다.
다음 기사에서는 실험 결과에 대해 논의하겠습니다.
임베디드
3D 프린팅 필라멘트는 가장 일반적으로 사용되는 적층 제조 방법 중 하나인 FDM(Fused Deposition Modeling)과 함께 사용되는 원료 또는 공급원료입니다. 필라멘트는 열을 가하면 액체가 되어 모양을 만들고 성형할 수 있는 열가소성 수지이며, 냉각되면 고체가 됩니다. 다양한 유형의 필라멘트가 있으며 각 필라멘트는 특정 재료 속성을 보장합니다. 일부는 극도로 유연하고 고무와 비슷하고, 일부는 단단하고, 일부는 용해되거나 생분해되기도 합니다. 3D 프린팅 필라멘트를 만드는 과정은 PLA 또는 ABS와 같은 과립형 수지
부품 형상, 목표 부품당 비용 및 기타 요소는 부품을 가장 잘 만드는 방법을 결정하는 데 기여합니다. 최신 Fast Minute 비디오에서 디지털 영업 관리자 Gabe Smith는 3축과 5축 가공의 차이점과 각 유형의 CNC 가공을 언제 사용해야 하는지 설명합니다. 대본: 고객은 항상 3축 또는 5축 가공이 프로젝트에 가장 적합한지 묻습니다. 분해해 봅시다. 3축 가공의 경우 공구가 X, Y 및 Z축을 따라 절단합니다. 공작물이 회전하고 선반이 구성 요소를 형성하는 선삭 또는 회전 절삭 공구가 선형 방향으로 공작물에서 재료를