

3D 프린팅

산업 제조

3D 인쇄는 1986년 척 헐(Chuck Hull)이 등장한 이후 몇 년 동안 존재하지 않았더라도 보이는 것처럼 최신 기술은 아닙니다. 3D Systems의 설립자인 은 최초의 3D 프린터를 기록합니다. 이것은 3D SLA 프린터(StereoLithoGraphy)로, 레이저 빔이 닿으면 광중합으로 굳어지는 수지를 사용합니다. 2년 후 , 스콧 크럼프 Stratasys의 창립자인 은 최초의 3D FDM 프린터(Fuse Desposition Modeling)를 선보이며 현재 사회 분야에서 가장 잘 알려진 3D 프린터 유형입니다.
둘 다 작동 방법은 비슷합니다. 두 가지 유형의 3D 인쇄 기술은 조각을 층별로 제조합니다. FDM 지역 전체에 자료를 보관 SLA가 수지를 직접 응고하는 동안 그것이 위치한 층의 레이저 빔 덕분입니다.
FDM 프린터에서 가장 일반적으로 사용되는 재료 고급 소재를 사용하는 것이 점점 보편화되고 있지만 PLA 및 ABS입니다. PETG, 나일론 및 PC-ABS 또는 PLA와 같은 재료와 섬유의 혼합물. 소재와 색상의 종류가 매일 다양해지고 있습니다.
대부분의 FDM 프린터는 필라멘트 직경이 1.75mm 또는 2.85mm인 제조업체에서 제공하는 표준 코일 모델을 사용합니다. . 필라멘트의 직경은 이동 유형(데카르트 또는 델타) 및 압출기 유형에 따라 FDM 프린터 제조업체에서 결정합니다.

SLA에서 , 다양성이 훨씬 제한적 재료와 색상의 두 가지 유형. 주요 수지 제조업체(FormLabs )는 가장 다양한 재료(표준 레진, 엔지니어링 레진, 치과용 레진 및 주조용 레진)를 보유하고 있으며 현재 사용자가 원하는 색상을 얻을 수 있는 염료 세트가 포함된 기본 레진인 컬러 키트를 보유하고 있습니다.

FDM 사용 좋은 마무리를 얻는 것이 일반적입니다. 층 높이 0.1mm 그러나 인쇄된 부품에 매우 복잡한 모양이나 작은 크기의 부품이 없는 한. 이러한 경우 이러한 유형의 기술은 노즐 직경에 의해 제한됩니다. 최소 두께를 실현할 수 있습니다. 피스와 동일한 재질의 지지대를 사용하는 경우 표면 마감이 균일하지 않은 경우가 많아 지지대의 접촉 부위에 후가공이 필요합니다. 이 단점에 대한 한 가지 해결책은 용해성 서포트 재료를 사용하는 것입니다. 예:PVA 또는 HiPS.

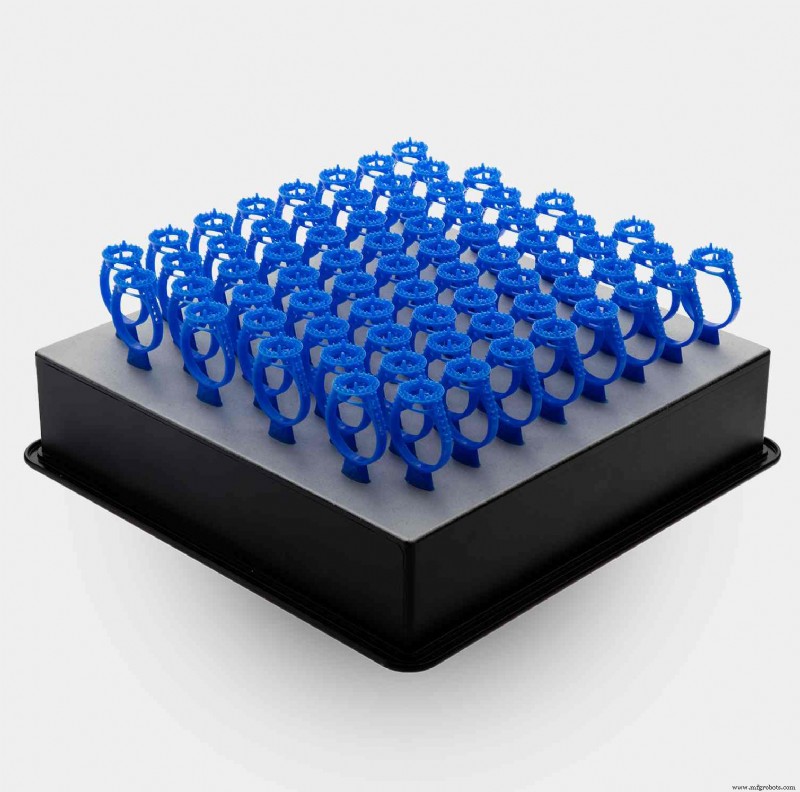
SLA 기술이 적용된 프린터에서는 인쇄 정밀도가 매우 높습니다 , 수지를 응고시키는 레이저의 직경이 매우 작기 때문에 복잡한 형상도 가능합니다. 예를 들어 Form 2 SLA 프린터는 층 높이가 0.025mm인 조각을 만들 수 있습니다. , 최종 및 기능 조각을 직접 가져옵니다. 정확도는 Form 2가 보석 및 치과 적용 모델을 만들 수 있을 정도입니다. 자세히 설명합니다.
FDM 프린터를 위한 다양한 유형의 재료가 있지만 , 베이스에 대한 접착력은 일반적으로 문제가 되지 않습니다 , 특히 접착에 도움이 되는 매우 효과적인 제품(Magigoo, PrintFix, DimaFix...)이 있기 때문입니다. 뒤틀림이 매우 쉬운 재료의 경우에도 , 예:PP , PP 실링 테이프를 사용하지 않고도 문제를 해결하는 스마트 스틱이 이미 있습니다. FDM 프린터 베이스에서 재료를 제거하는 작업은 매우 간단하여 대부분의 경우 손으로 수행할 수 있습니다. .

FDM 노출 지원 일반적으로 제거하기 매우 쉬운 용해성 물질(HiPS 또는 PVA)을 사용합니다. HiPS의 경우 , D-Limoneno와 PVA in water에 희석됩니다. . 이러한 재료는 특히 수동 후처리가 도달할 수 없는 복잡한 모양이나 내부 도관이 있는 물체를 만들고자 할 때 매우 실용적입니다.
SLA에서 인쇄 기술, 접착력은 문제가 되지 않습니다 , 그러나 프린팅 베이스에서 부품을 제거할 때 더 많은 노력이 필요합니다. 이들은 일반적으로 베이스에 너무 부착되어 이를 제거하려면 특수 주걱이 필요합니다. . 부분적으로 인상을 마무리할 때 베이스에 레진이 스며들기 때문에 세척에 시간을 투자해야 합니다.
SLA 프린터의 경우 서로 다른 두 가지 재료로 인쇄할 수 없으므로 서포트를 수동으로 제거해야 합니다. 펜치로 후처리까지 적용 완전히 제거합니다.
FDM에서 인쇄한 후 프린터, 서포터 제거를 위한 후처리만 필요 , 이전 섹션에서 설명한 대로. ABS, Smartfil E.P. 등의 소재 그리고 더 많은 샌딩 가능 더 나은 표면 마감을 얻을 수 있습니다.
그러나 SLA에 따라 부품 인쇄를 마치면 프린터에서 고화되지 않고 레진 표면층을 제거해야 합니다. 이소프로필 알코올 수조 또는 Form Wash와 같은 세척 센터에 넣습니다. 대부분의 수지는 완전히 굳은 후에 샌딩 및 페인팅할 수 있습니다.

이 경우 각 3D 프린팅 기술의 적용은 매우 명확합니다.; FDM 프린터는 경제적이고 빠른 프로토타입에 이상적입니다. 높은 정밀도와 완제품 FDM 프린터가 있지만 훌륭한 표면 마감이나 정확한 측정 정밀도가 필요하지 않습니다.
FDM 프린터는 다양한 재료가 존재하기 때문에 직접 기능적인 조각을 얻는 데에도 매우 유용합니다. 반대로 SLA 프린터는 조각으로 사용하는 것이 좋습니다 또는 정확한 치수로 훌륭한 마무리가 필요한 물체 , 최종 작품 수준이지만 스트레스나 스트레스를 받지 않는 프로토타입 목적입니다.
현재 FormLabs와 UniZ는 시장에 혁명을 일으킨 3D 프린터와 레진을 개발했습니다 . Formlabs에는 LFS가 있는 수지 3D 프린터 2대인 새로운 Form 3 및 Form 3L이 있습니다. (Low Force Stereolithography) 운영 기술 , 감소 제조 시간 및 서포트 수 조각을 만들 때. UniZ의 경우 SLASH 및 zSLTV 범위, LED-LCD 작동 기능이 있는 3D 프린터가 있습니다. 정말 빠른 제작을 가능하게 하는 , 정말 멋진 마감으로 최대 600mm/h. 마지막으로 두 제조업체 모두 고품질의 기능성 최종 조각을 인쇄할 수 있는 기술 수지를 보유하고 있습니다.
3D 프린팅
오늘날 점점 더 많은 사용자가 적층 제조의 이점을 누리고 있습니다. 이 분야의 발전은 3D 프린터에 영향을 미칠 뿐만 아니라 필라멘트 제조업체는 시장에서 두각을 나타내고 표준 플라스틱(PLA, ABS, PETG)에 대한 대체 솔루션을 제공하기 위해 혁신적이고 독창적인 재료 생산에 점점 더 집중하고 있습니다. 등). FDM 3D 프린팅을 위한 대체 재료를 분류하기 위해 적어도 두 가지 유형을 구분할 수 있습니다. 특정 속성 또는 특성을 제공하는 필라멘트 표준 필라멘트에서는 찾기 어렵습니다. 원래 모양을 제공하거나 3D 프린팅된
FDM 3D 프린팅 공정에서 가장 중요한 부분 중 하나는 제조 기반에 대한 접착력입니다. 이 접착력은 인쇄 공정 시작, 첫 번째 레이어 및 인쇄 공정 중에 뒤틀림을 방지하기 위해 충분해야 하지만 인쇄 공정이 끝나면 부품을 쉽게 제거할 수 있어야 합니다. 사용하는 3D 프린터의 재질과 특성에 따라 베이스 접착이 잘 안될 수 있습니다 이를 통해 원하는 부분을 인쇄할 수 있습니다. 사용할 수 있는 다양한 접착 제품이 있지만 가장 일반적인 제품은 스프레이 접착제, 기화기 또는 액체 접착제입니다. 스프레이 접착제는 때때로 팬 및 기타