

3D 프린팅

산업 제조

3D FDM 프린터 사용자가 평균적인 지식에 도달하면 기능과 마무리 측면에서 프린팅된 조각의 복잡성을 증가시키려고 합니다. 다음으로 3D 프린터의 성능을 높이는 팁 시리즈 프로그래밍된 정지 및 금속 인서트 덕분에 논의되었습니다.
예정된 중단은 수행하기 매우 간단한 작업이며 많은 사용자가 수행하기를 두려워합니다. 멈추기 위한 첫 번째 단계는 정확한 높이를 파악하는 것입니다. (밀리미터 단위) 인쇄를 중지하려는 경우 이유가 무엇이든지. 사용자가 사용하는 라미네이션 소프트웨어에 따라 직접(X 레이어 번호) 또는 간접적으로(X mm) 찾을 수 있습니다. 후자의 경우 레이어 번호를 찾아야 합니다. 중지하려는 위치에 각 레이어의 두께를 곱하여 총 높이(밀리미터)를 구합니다.
총 높이(예:14mm)를 알고 나면 스톱을 프로그래밍하는 두 가지 방법이 있습니다. GCode에서 직접 또는 라미네이션 소프트웨어에서
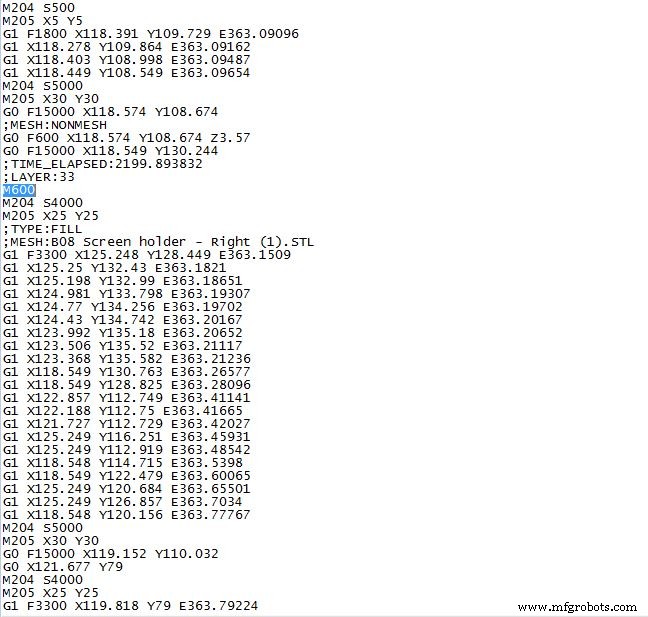
3D 프린팅 초기에는 부품의 GCode가 수정되어 원하는 높이에서 스톱을 프로그래밍했습니다. 이를 위해 사용자는 레이어 높이(레이어)를 찾고 코드의 다음 줄에 명령 M600을 입력해야 합니다. . 이 명령은 말린 또는 파생물을 사용하는 미리 정의된 3D 프린터를 가져오는 필라멘트의 변경입니다.
현재 훨씬 더 간단한 방법으로 중지하는 또 다른 방법이 있습니다. . Cura3D와 같은 라미네이션 소프트웨어 다양한 유형의 중단을 수행하는 플러그인이 있습니다. 이렇게 하면 이 작업을 수행하기가 매우 쉽기 때문에 다음 단락에서 가능한 중단 유형을 설명합니다.
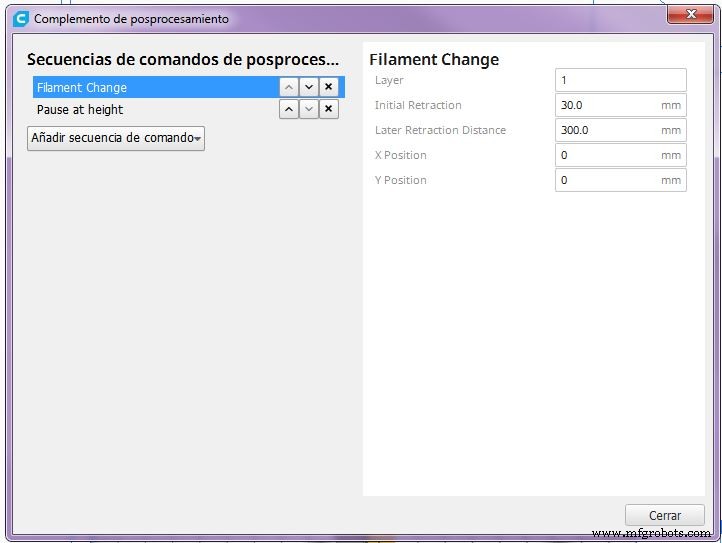
필라멘트 교체 중지는 여러 가지 색상 조각을 만들고 싶을 때 이상적인 조치입니다. 단 하나의 압출기로 Z 축을 따라 그리고 다른 층 높이에서 색상 변경에 대해서만 유효하다는 것을 설계할 때 사용자가 고려해야 합니다. Cura3D로 필라멘트 변경을 프로그래밍하려면 "Extensions -> Postprocessing -> Modify GCode"로 이동하여 "Change Filament"를 선택합니다. 여기에서 레이어 높이, 후퇴 길이 및 필라멘트 삽입, 중지 중에 HotEnd를 이동하려는 위치를 선택해야 합니다. 이 구성은 사용자가 원하는 만큼 반복할 수 있습니다.
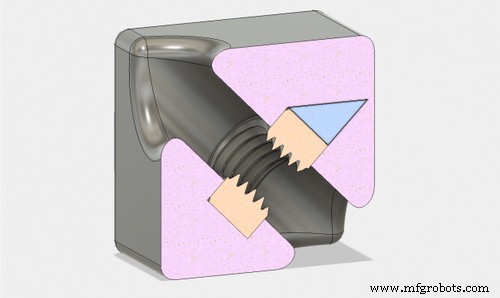
특정 높이에서 정지를 수행하는 것은 인쇄 중인 부분에 일부 요소를 도입하는 데 매우 유용합니다. 기타 인쇄 부품, 자석 또는 너트 인쇄된 부품 내부에 너트를 통합하는 것은 기능성 부품을 제조할 때 정말 흥미롭고 생산적인 작업입니다. 이를 위해 너트의 크기를 고려한 설계가 이루어져야 합니다 (두 축의 면 사이 길이), 하우징의 필요한 간극 및 너트 자체의 배치 위치. 너트의 위치가 재료 없이 공간을 남기는 경우(너트가 인쇄 베이스와 평행하게 배치되지 않을 때 일반적인 현상) 여유 공간을 점유하는 너트 자체 위에 배치하도록 조각을 인쇄하는 것이 좋습니다. 중지된 레이어 높이까지. 다음 이미지는 위에서 설명한 내용을 보여줍니다. 보라색 부분은 베이스 피스, 황토색 부분은 너트, 파란색 부분은 원치 않는 틈을 메울 프린트 피스입니다.
이 유형의 중지는 "확장 -> 후처리 -> GCode 수정" 및 "높이에서 일시 중지" 섹션의 Cura3D에서 프로그래밍됩니다. . 이러한 유형의 중지와 "필라멘트 변경" 모두에서 3D 프린터가 선택한 높이에 도달하면 사용자가 화면의 아무 버튼이나 눌러 다시 시작할 때까지 인쇄를 중지합니다.
인쇄물 중간에 너트를 통합하는 대신 금속 삽입물을 사용하는 것입니다. 인서트 유형과 관계없이 사용자는 인서트의 두 가지 핵심 요소인 빠짐 저항 및 회전 저항에 대해 명확히 알고 있어야 합니다. . 추출에 대한 저항은 나사를 조일 때 인서트가 하우징을 떠나는 반대입니다. 인서트 길이를 늘려서 늘릴 수 있는 값입니다. 회전에 대한 저항은 나사를 조일 때 인서트가 자체적으로 켜지는 반대입니다. 이 경우 구멍 직경이 증가함에 따라 저항이 증가합니다. 일반적인 방식으로 고려해야 할 또 다른 측면은 권장 홀 직경을 얻기 위해 제조업체의 기술 데이터 시트를 참조해야 하는 인서트의 각 유형 및 크기에 필요한 직경입니다.
위의 사항을 명확하게 고려하면 3D 프린팅에서는 일반적으로 두 가지 유형의 인서트, 즉 열 스레드 인서트 및 셀프 태핑 스레드 인서트를 사용합니다.
이러한 유형의 인서트는 열가소성 소재와 함께 사용됩니다. , 저온에서 녹는다. 사용 방법은 매우 간단하며 인서트에 뜨거운 접촉을 하는 열 용접기 또는 기타 열원만 있으면 됩니다. 이러한 구성 요소의 형상은 플라스틱이 구멍 벽에서 녹을 때 저항 결합이 이루어지도록 설계되었습니다. 형성되어 밖으로 나오거나 스스로 켜지는 것을 방지합니다.
이러한 유형의 인서트는 대부분의 부품 및 3D FDM 프린팅에 사용되는 재료에 이상적입니다.
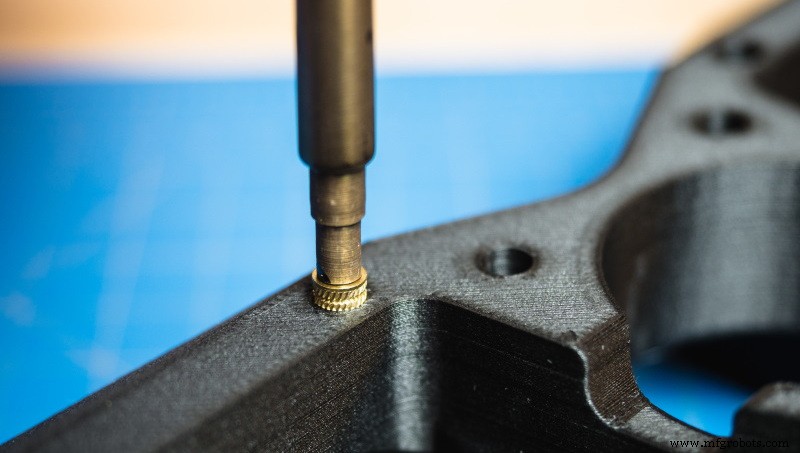
3D SLS 및 레진 프린팅에 사용되는 특정 재료 더 높은 온도에서 녹거나 가열 시 안정적으로 작동하지 않습니다. 이러한 경우 셀프 태핑 나사 인서트(Ensat 부시)를 사용하는 것이 좋습니다.
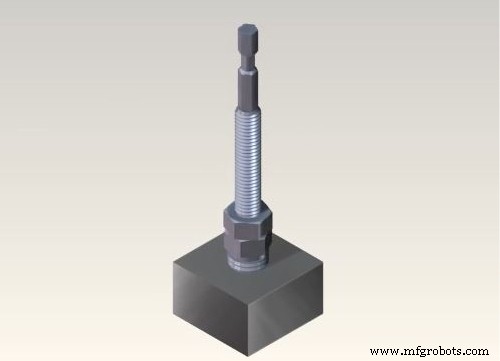
이 유형의 인서트는 높은 부하 용량과 온도에서 나사 결합을 가능하게 합니다. . 절단 홈과 함께 하단 끝의 원추형 모양은 구멍에 자동으로 스레드를 생성합니다. 이를 삽입하려면 인서트 내경에 맞는 나사와 로크너트를 만들기 위한 2개의 너트만 있으면 됩니다.
이러한 두 가지 유형의 인서트를 위해 평소와 같이 이러한 유형의 프로세스를 수행하는 사용자에게 권장되는 특수 도구도 있습니다.
위에서 언급한 조언에 따라 3D 프린터는 부품의 기능이 향상되어 응용 분야를 넓힐 수 있습니다.
3D 프린팅
전문 3D 프린팅 시스템 시장에서 세 가지 유형의 솔루션을 찾을 수 있습니다. 통합 또는 폐쇄형 솔루션, 제조업체가 함께 작동하도록 의도된 장비, 재료 및 소프트웨어를 제공하는 경우입니다. 통합솔루션 구매 시 타 제조사의 소프트웨어나 자료를 사용할 수 없습니다. 개방형 솔루션, 제조업체가 다른 제조업체의 재료 및 소프트웨어와 호환되는 장비를 제공하는 경우. 외부 자료를 사용할 수 있는 통합 솔루션 이는 일반적으로 다른 자료나 소프트웨어를 사용할 때 특정 제한이 있는 중간 솔루션입니다. 통합 또는 폐쇄형 솔루션 이러한 솔루션의
적층 가공에는 다음과 같은 많은 이점이 있습니다. 스레드와 같은 복잡한 형상 또는 단일 인쇄로 부품 세트를 인쇄합니다. 그러나 후자의 경우 나사산 디자인은 플라스틱으로 만들어지기 때문에 변형되어 치수를 잃거나 파손될 수 있기 때문에 정기적인 조립 가능성이 있도록 만들어지지 않습니다. 3D 프린팅 세계에서 특정 유형의 부품을 제조하려는 경우 제거 가능한 부품을 만들거나 대용량 요소를 영구적으로 결합하기 위해 강력한 조인트를 사용해야 하는 경우가 많습니다. 전통적인 기술을 사용하여 제조된 기계 부품은 적층 제조 부품의 지원이 됩