

3D 프린팅

산업 제조
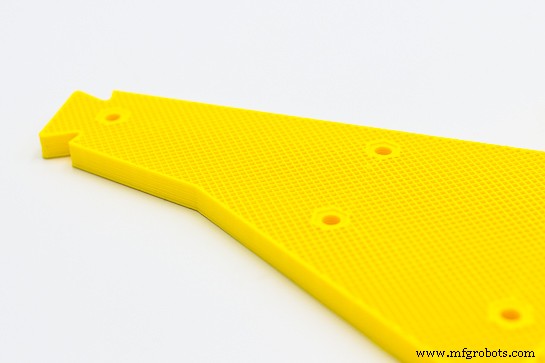
3D 프린터의 모든 사용자는 3D 인쇄 부품에 셸과 채우기(채우기)라는 두 가지 영역이 있다는 것을 알고 있습니다. 이 두 값의 올바른 매개변수화는 기계적 저항, 마감, 프린팅 시간 및 비용에 영향을 미칩니다. 쉘은 인쇄 베이스와 접촉하는 레이어와 최종 표면 마감을 나타내는 상단 레이어가 모두 포함된 조각의 외벽입니다.
이 도움말에서는 조각의 내부 부분인 채우기에 초점을 맞출 것입니다. . 라미네이션 프로그램(Cura3D, Simplify3D 등)을 사용하면 모양과 비율을 선택할 수 있습니다. 우리가 원하는 채우기의. 다음으로 가능한 가장 중요한 구성을 인용합니다.
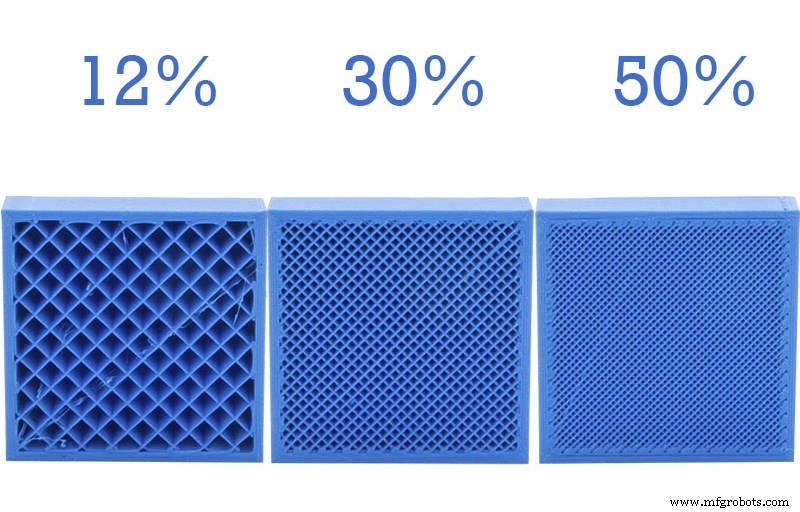
조각의 내부 부분을 차지하는 재료의 양 채우기 . 일반적으로 롤링 프로그램은 0%(중공 부분)에서 재료 비율을 수정할 수 있도록 허용합니다. 100%(완전히 단단한 부분) . 하우징의 층 높이와 너비의 동일한 구성에 대해 항상 이야기하자면 이상적인 채우기 비율 값은 해당 부품의 최종 적용에 따라 다릅니다. 많은 라미네이션 프로그램이 표준 데이터로 사용하는 가장 많이 사용되는 비율 , 20% . 이 비율로 중/고강도, 저중량 및 매우 효율적인 인쇄 시간을 가진 조각을 얻을 수 있습니다. , 저항 / 비용 비율이 좋은 부품으로 변환됩니다.
기능이 없는 프로토타입, 모델 및 기타 단순한 노출 개체의 경우 권장 채우기는 10%입니다. 이러한 낮은 비율로 어떤 유형의 응력에도 저항할 필요가 없는 복잡한 그림이나 개체의 긴 인쇄 시간이 줄어듭니다. 반대로 모든 사용자는 최대 인장 강도를 달성하기 위해 부품을 100% 충전재로 만들어야 하지만 이는 시간과 재료 측면에서 비용이 더 많이 들고 부품이 더 무거워진다는 것을 의미합니다. 이미 언급한 값 외에는 저항이 25%에서 50%로 증가한다는 점을 고려하여 저항/인쇄 시간에 따라 각 사례를 자세히 연구하는 것이 좋습니다. 70%에서 충전 저항은 10%만 증가합니다.
하중을 지탱하지 못하는 그림 및 물체의 경우 10%, 중간/낮은 하중의 일반적인 용도의 경우 20%, 60%를 사용하는 것이 좋습니다. 중간 저항으로 최종 조각을 만들어야 하는 경우 구멍을 뚫거나 나사로 조일 수 있으며 마지막으로 재료의 최대 강도를 달성하기 위해 100% 유효합니다. 우리는 부품의 제조 방향이 최종 저항에 영향을 미친다는 점을 강조하고 싶습니다. 즉, 방향이 충전 비율만큼 중요합니다.
사용되는 라미네이션 소프트웨어에 따라 다양한 유형의 충전재가 있지만 가장 많이 사용되는 4가지 (직사각형, 삼각형 또는 대각선, Wiggle 및 Honeycomb)이 모두(Simplify3D, Cura3D, Slic3r 등)에 나타납니다.

직사각형 채우기
기본적으로 이러한 소프트웨어는 직사각형 채우기를 사용합니다. 이는 논리적으로 모든 방향에서 강력한 구조를 가지며 서로 위에 수직 레이어를 만들 때 상대적으로 빠릅니다.

삼각형 채우기
일상 생활의 구조에서와 같이 삼각형 채우기가 적용되어 벽 방향으로 최대 저항을 달성합니다. 이는 각 층을 형성하는 선이 45°에서 가해지는 힘의 절반에서 분해되기 때문입니다.

흔들기 채우기
반대로 가능한 한 유연하고 압축 가능하며 부드러운 조각을 얻는 것이 필요하다면 최고의 충전재는 Wiggle입니다. 이 지그재그 충전재는 반발력을 증가시키고 피스 상단의 전체 코팅을 보장하기에 충분한 지지력을 제공합니다.

벌집 채우기(삼각형)
마지막으로 지혜로운 자연에 의지하여 육각형 모양의 벌집형 충전물(꿀벌 패널)은 탄소 섬유 및 기타 유형의 섬유로 만든 부품에 강도를 부여하기 위해 코어로 널리 사용됩니다. 3D 프린팅에서 FDM/FFF는 직사각형 채우기보다 크지만 프린팅 시간이 더 긴 모든 방향에서 조각에 큰 저항을 제공합니다.
우리가 보기에 직사각형 채우기는 3D 프린팅 애플리케이션의 90%에 충분히 강합니다. , 나머지 10%는 매우 특정한 충전재를 사용해야 하는 경우입니다.
충전의 올바른 구성은 FDM/FFF 3D 프린팅으로 만든 부품에서 원하는 저항을 얻기 위한 매우 중요한 단계입니다. Our recommendation is to use the rectangular infill with a 10% density for non-functional parts, models or prototypes, 20% infill for parts with normal use subjected to low / medium loads and 60% for elements that have to withstand high loads. The type of infill and percentage values must also be adjusted to each type of 3D printer , and , if the material to be used is rigid (PLA, ABS, PETG, Nylon, etc) or flexible (Filaflex TPE or TPU) to get the best possible result.
3D 프린팅
재료의 등방성은 측정 방향에 관계없이 속성의 균일성을 정의하는 품질입니다. 일반적으로 대부분의 열가소성 플라스틱은 등방성 소재로 간주됩니다. . 그 성질과 이를 구성하는 고분자 사슬 간의 응집력이 모든 방향에서 균일하기 때문에 기계적 특성도 균일합니다. 재료가 등방성이라는 사실 해당 재료로 만든 모든 제품이 이 품질을 유지한다는 의미는 아닙니다. 대부분의 경우 성형 또는 제조 방법으로 인해 원재료가 등방성이 있음에도 불구하고 조각이 이방성 또는 직교성이 될 수 있습니다. 예를 들어, 섬유 강화 열가소성 수지로 만든 조각입니다
파이프가 자동으로 스스로 고칠 수 있다면 어떨까요? 금이 가거나 부러지거나 옷이 날씨나 사용자가 하는 활동에 따라 변경될 수 있는 경우 ? 스스로 조립하는 가구, 성장에 적응하는 보철물... 이것들은 4D 프린팅 기술이 실현할 것으로 예상되는 응용 분야 중 일부에 불과합니다. 이미지 1:모양을 수정하는 4D 프린팅 발톱. 출처:Sculpteo. 3D 프린팅 거의 30년 동안 존재해 왔으며 여전히 연구 과정에 있는 동안 새로운 재료 및 응용 프로그램, 4D와 같은 새로운 기술이 등장했습니다. MIT 자가 조립 연구소에서 ,