SLS 3D 프린팅에서의 포지셔닝
생산 공정의 성공을 위해서는 공작물의 올바른 위치 지정이 필수적입니다. 명심해야 할 가장 중요한 사항은 다음과 같습니다.
- 열의 집중을 피하고 적절하게 발산할 수 있어야 함 :이를 위해서는 레이어가 완전히 겹쳐서 출력되지 않도록 하는 것이 중요합니다. 이것이 부품이 일반적으로 플랫폼에 비스듬히 배치되는 이유입니다. 또한 반폐쇄형 볼륨의 개구부는 항상 위쪽을 향해야 합니다.
- 크고 평평한 표면이 뒤틀림 :상호 연결된 표면이 지나치게 큰 레이어는 피해야 합니다. 일반적으로 12cm
2
보다 큰 표면을 인쇄하는 것은 권장하지 않습니다. 또는 단일 레이어의 축 중 하나를 따라 6cm보다 큽니다.
이미지 1:잘못된 배치로 인해 뒤틀린 부품의 예. 출처:자체 설명.
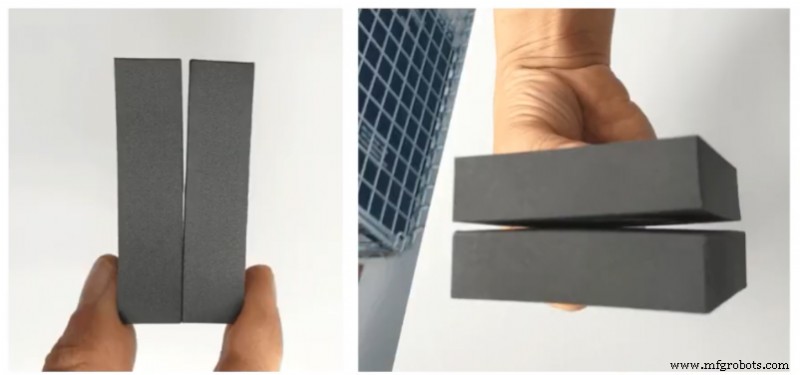
- 레이어는 동질적이어야 함 :각 레이어의 인쇄 영역은 유사해야 하며 한 레이어에서 다음 레이어로의 급격한 변경을 피해야 합니다. 균질성이 부족하면 종종 부품에 자국과 미적 결함이 생깁니다.
이미지 2:균질(왼쪽) 및 비균질(오른쪽) 생산을 위한 배치. 출처:Sinterit:Sinterit
- 큰 솔리드 볼륨은 실패 위험이 높습니다. :열 집중을 피하기 위해 레이어를 이동할 수 없는 대용량 부품은 속을 비우거나 필러 패턴으로 인쇄해야 합니다.
포지셔닝 팁
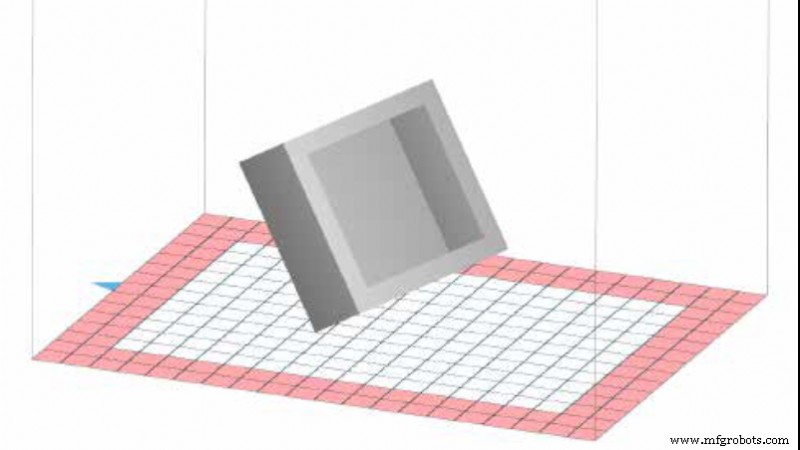
- 평평한 표면 :변형이나 열 축적을 피하기 위해 모든 축에서 45º로 배치하는 것이 좋습니다.
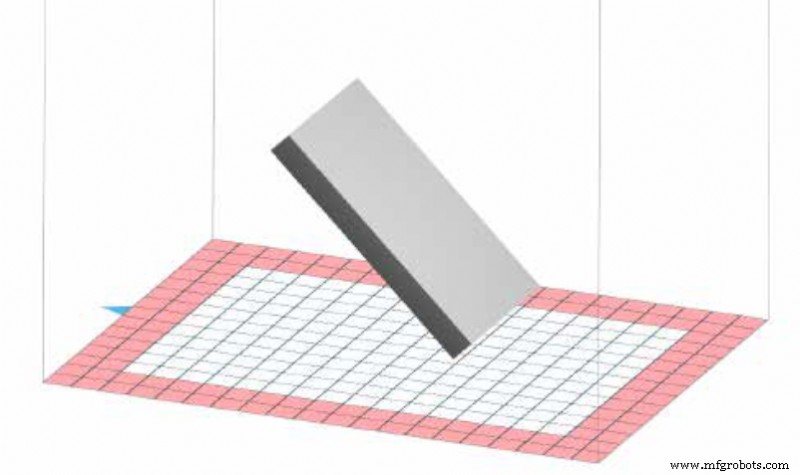
이미지 3:크고 평평한 표면이 있는 공작물의 올바른 위치 지정의 예. 출처:소결
- 고체 블록 :평평한 표면과 마찬가지로 모든 축에서 45°로 위치해야 합니다. 벽 두께가 거의 없는 속이 빈 프리즘은 예외이며 최적의 위치는 수직입니다. 이렇게 하면 측면에서 열이 분산될 수 있습니다. 대형 프리즘의 경우 부품의 속을 비우는 것이 좋습니다.
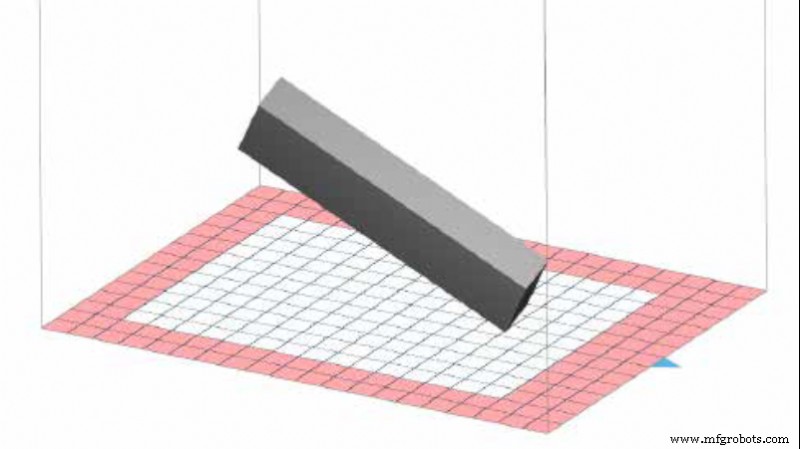
이미지 4:프리즘의 올바른 위치 지정 예. 출처:소결
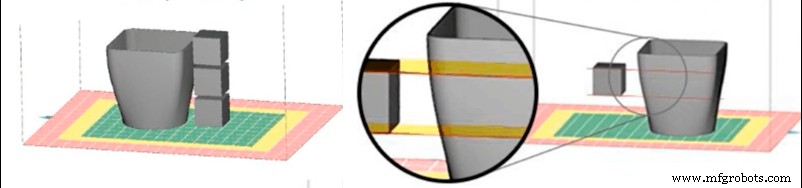
- 반개방형 볼륨 또는 상자 :위치는 위의 규칙에 따르지만 개구부는 항상 위쪽을 향해야 합니다.
이미지 5:올바른 상자 위치 지정의 예. 출처:소결
- 매끄러운 표면과 날카로운 모서리 디테일 :구 또는 둥근 요소와 같은 매끄러운 표면이나 세부 사항은 더 나은 품질을 위해 아래쪽으로 배치하고 가장자리가 날카로워야 하는 세부 사항은 위쪽을 향하도록 합니다. 일반적으로 아래쪽을 향하는 면은 더 부드러운 디테일을 나타내고 위쪽을 향하는 면은 더 선명한 디테일을 보여줍니다.
- 개구부, 채널 및 구멍 :최상의 품질을 위해 가능하면 Z축과 평행하게 배치해야 합니다.
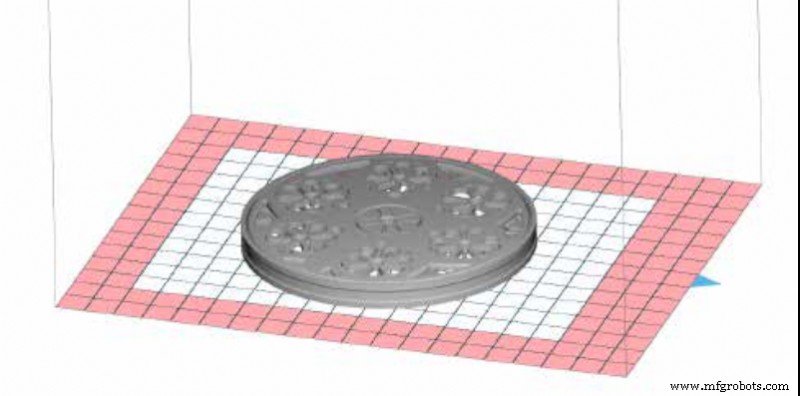
이미지 6:구멍과 채널이 있는 부품의 올바른 위치 지정 예. 출처:소결
- 움직이는 부품 :SLS 3D프린팅에서는 항상 XY평면에서 최대의 정밀도가 나오므로 가능하면 항상 이런 방향으로 맞춰야 합니다.
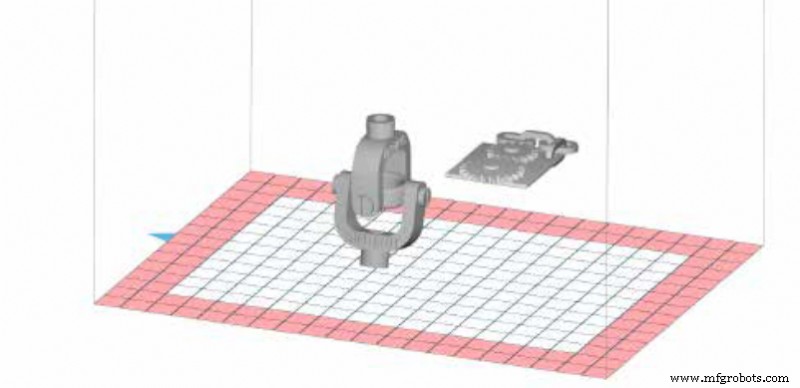
이미지 7:움직이는 부품의 올바른 위치 지정 예. 출처:소결
이러한 팁은 실패 위험을 줄이는 데 도움이 되지만 일반적인 상황을 기반으로 합니다. 또한 올바른 포지셔닝은 하나도 없지만 저위험 포지셔닝 내에서 일부는 더 높은 품질을 제공하고 일부는 더 짧은 인쇄 시간을 제공합니다. 그렇기 때문에 부품을 배치할 때 경험에서 파생된 많은 요소를 고려해야 합니다.
이 가이드는 일반적인 방식으로 개념을 설명하며 특정 브랜드나 모델에 대해 언급하지는 않지만 특정 브랜드나 모델에 초점을 맞추지는 않습니다. 제조업체와 모델에 따라 보정 또는 조정 절차에 중요한 차이가 있을 수 있으므로 이 가이드를 읽기 전에 제조업체 설명서를 참조하는 것이 좋습니다.


