

산업기술

산업 제조
이 단원을 마치면 다음을 수행할 수 있어야 합니다.
오프셋 보링은 밀링 머신 스핀들에 맞는 부착물이며 대부분의 드릴된 구멍이 더 나은 마무리와 더 큰 직경 정확도를 갖도록 합니다. 오프셋 보링 헤드는 공차가 드릴 비트를 허용하지 않거나 충분히 큰 드릴 또는 리머가 없을 때 큰 구멍을 만드는 데 사용됩니다. 오프셋 보링 헤드를 사용하여 구멍을 확대하거나 경우에 따라 구멍 중심선을 조정할 수 있습니다.
작동하기 전에 모든 고정 나사가 조여졌는지 확인하십시오. 보링 작업 시 오프셋 보링 헤드에 구멍에 들어갈 여유 공간이 있는지 확인하십시오. 밀을 돌리기 전에 앨런 렌치를 제거하십시오. 작업 전에 밀 속도를 다시 확인하십시오.
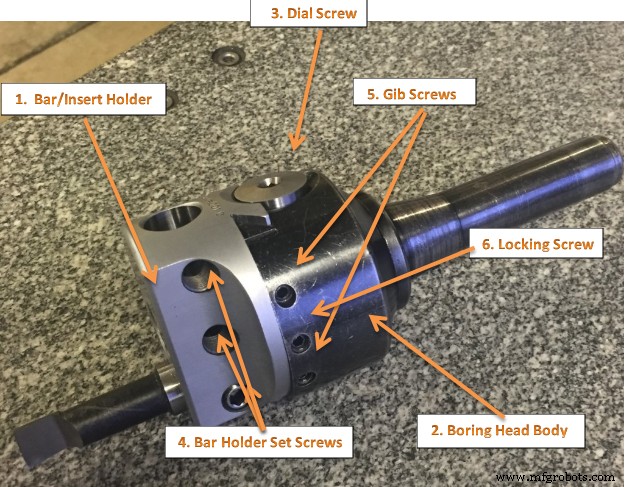
그림 1. 오프셋 보링 헤드
그림 1. 오프셋 보링 헤드를 보여줍니다. 보링 바는 직각 축에서 조정할 수 있습니다. 이 기능을 사용하면 다양한 직경의 보어 홀에 보링 커터를 정확하게 배치할 수 있습니다.
이 조정은 보링 바 홀더의 커터를 조정하거나 보링 바를 교체하는 것보다 더 편리합니다. 오프셋 보링 헤드의 또 다른 장점은 눈금이 매겨진 마이크로미터 칼라를 사용하여 다이얼 표시기 또는 기타 측정 장치를 사용하지 않고도 일반적으로 (0.001) 증분으로 지정된 양만큼 공구를 정확하게 이동할 수 있다는 점입니다.
지루한 머리에는 세 가지 주요 구성 요소가 있습니다.
보링 헤드 바디는 녹 방지를 위해 검은색 산화물 마감 처리되어 있습니다. 바 홀더 또는 인서트 홀더(#1)는 내마모성을 위해 새틴 크롬 처리되었습니다. 다이얼 나사(#3)는 도브 테일 슬라이드에서 바 홀더/인서트 홀더의 정확한 움직임을 제공하기 위해 정밀 연마되었습니다. 지브 장력은 공장에서 사전 설정되어 있습니다. 크기 조정을 위해 두 개의 고정 나사(#5)를 풀어서는 안 됩니다. 이 나사는 지브 압력 조정 전용이며 우발적인 조정을 방지하기 위해 빨간색 왁스로 채워져 있습니다. 잠금 나사(#6)는 보링 헤드의 크기 변경에 사용되는 유일한 나사입니다.
Allied Criterion 표준 보링 헤드의 직경을 조정하려면:
1. 잠금 나사(#6)를 풉니다.
2. 다이얼 나사(#3)를 시계 방향으로 돌리면 직경이 증가하고 시계 반대 방향으로 돌리면 직경이 감소합니다.
3. 잠금 나사(#6)를 조입니다. 표준 보링 헤드 조정
2. 밀링 머신 스핀들의 중심을 작업의 기준점에 맞춥니다.
3. 센터 드릴 또는 스포팅 도구로 구멍 위치를 찾습니다.
4. ½인치 이상의 드릴 구멍, 보링 시 오프셋 보링 헤드에 구멍에 맞는 간격이 있는지 확인하십시오.
5. 밀링 머신에 보어 헤드를 설치합니다.
6. 보링바를 설치하고 고정나사를 조이고 고정나사를 풀고 보링바를 구멍 가장자리에 맞춰 조정합니다.
7. 작업 정렬과 기준점과 스핀들의 정렬을 다시 확인하여 이동하지 않았는지 확인하십시오. 오류가 분명하면 처리하기 전에 절차 6을 반복해야 합니다.
8. 구멍 크기와 재질에 따라 밀링 머신 속도를 조정합니다.
9. Mill에 웜 피드를 사용하십시오. 깃펜을 재료로 가져옵니다. 핸들을 당겨서 전원 공급을 맞춥니다. 원하는 깊이가 되면 손을 뒤로 밀어 피드를 해제한 다음 밀링을 끕니다. 구멍에서 보링 헤드를 제거합니다.
10. 보어홀을 필요한 크기로 마무리합니다.
참고: 구멍이 원하는 크기가 될 때까지 절차 6-9를 반복합니다.
회전 테이블을 사용하여 호와 원을 만들 수 있습니다. 예를 들어, 바이스용 회전 베이스의 원형 T 슬롯은 회전 테이블을 사용하여 만들 수 있습니다. 회전 테이블은 작업 사이에 공작물을 정확한 양만큼 회전시켜야 하는 인덱싱에도 사용할 수 있습니다. 회전 테이블을 사용하여 밀링 머신에서 기어를 만들 수 있습니다. 분할판을 사용하면 회전 테이블로 쉽게 색인을 작성할 수 있습니다.
회전 테이블은 수직 밀링 머신의 커터와 동일한 평면에서 수직 축을 중심으로 회전하는 테이블과 함께 가장 일반적으로 "평평하게" 장착됩니다. 다른 설정은 회전 테이블을 끝단에 장착(또는 90° 각도 플레이트에 "평평하게" 장착)하여 수평 축을 중심으로 회전하도록 하는 것입니다. 이 구성에서 심압대를 사용할 수도 있으므로 공작물을 "중간"에 고정할 수 있습니다.
보조 테이블에 테이블을 장착하면 공작물이 회전 테이블 축의 중심에 정확히 맞춰지고, 회전 테이블의 축은 다시 절삭 공구의 중심에 맞춰집니다. 따라서 세 축 모두 동축입니다. 이 지점에서 보조 테이블을 X 또는 Y 방향으로 오프셋하여 커터를 공작물 중심에서 원하는 거리로 설정할 수 있습니다. 이를 통해 공작물에 대한 동심 가공 작업이 가능합니다. 공작물을 중심에서 설정한 거리만큼 편심 배치하면 보다 복잡한 곡선을 절단할 수 있습니다. 수직 밀의 다른 설정과 마찬가지로 밀링 작업은 일련의 동심원을 드릴링할 수 있으며 가능하면 등거리 구멍을 드릴링하거나 원형 또는 반원 모양과 윤곽을 평면 또는 엔드 밀링할 수 있습니다.
회전 테이블을 사용할 수 있습니다.
밀링 머신에서 회전 테이블을 사용할 때 원호를 밀링할지 또는 일부 원형 패턴으로 구멍을 드릴할지 여부에 따라 공작물을 설정하기 위해 수행해야 하는 두 가지 작업이 있습니다. 먼저 공작물이 회전 테이블의 중앙에 있어야 합니다. 둘째, 회전 테이블은 스핀들 아래 중앙에 있어야 합니다. 그런 다음 밀링 테이블을 적절한 거리로 이동하고 절단을 시작할 수 있습니다.
테이블 중앙에 있는 구멍을 표시하여 먼저 스핀들 아래에 테이블을 중앙에 둘 수 있습니다. 그런 다음 테이블에 공작물을 장착하고 공작물을 표시할 수 있습니다. 이 접근 방식에는 두 가지 문제가 있습니다. 먼저 테이블의 구멍이 참이고 중앙에 있다고 가정합니다. 그것은 사실일 수도 있고 아닐 수도 있습니다. 둘째, 이 접근 방식은 두 가지 다른 형상(로터리 테이블의 구멍과 공작물의 일부 형상)에서 측정하기 때문에 일종의 오류 누적 위험이 있습니다. 먼저 공작물을 회전 테이블 중앙에 놓고 회전 테이블을 스핀들 아래 중앙에 놓습니다.
공작물을 회전 테이블의 중앙에 놓으려면 회전 테이블을 회전시키고 지시계 포인터의 편향을 관찰하십시오. 바늘이 더 이상 편향되지 않을 때까지 밀링 테이블(X 및 Y)의 위치를 필요에 따라 조정합니다.
다이얼 테스트 표시기를 스핀들의 척 또는 콜릿에 배치하여 회전식 테이블에서 다이얼을 돌리면 표시기 끝이 회전식 테이블의 구멍과 접촉하여 손으로 회전됩니다. 기계를 기어에서 빼낼 수 있다면 스핀들이 자유롭게 회전하도록 하는 것이 도움이 됩니다. 물론 콜릿보다 드릴척을 사용하는 것이 더 쉽기 때문에 쉽게 돌릴 수 있는 것이 있습니다. 안장과 테이블 핸드 휠을 사용하여 조정하십시오.
중앙에 위치하게 되면(표시기는 스핀들을 회전하는 것과 동일하게 읽히므로 임의의 위치를 표시하는 대신 두 다이얼을 모두 "0"으로 설정하는 것이 좋습니다. 백래시도 올바르게 설정되어 있는지 확인하십시오. . 다이얼이 양의 방향으로 읽히도록 설정하여 변경 사항을 쉽게 계산할 수 있으며 백래시를 설정하기 위해 선택한 방법을 기억할 필요가 없습니다. 또한 항상 테이블과 안장을 왁스 연필로 표시하여 어디에 있는지 알 수 있습니다. 다른 부품을 로드하기 위해 테이블을 중앙으로 되돌리려면 "0"이 올 때 핸들을 언제 멈추어야 하는지 알려줍니다.
일단 테이블의 중앙에 위치하고 다이얼을 설정하고 테이블과 안장을 잠그면 일반적으로 중앙에 맞추고 싶은 부분이 있습니다. 어떤 경우에는 구멍일 수 있고 다른 경우에는 원형 부품의 바깥쪽 가장자리일 수 있습니다. 이 중 하나와 같은 경우 동일한 표시기를 사용하여 구멍 내부 또는 부품 둘레 내부에서 스윙하는 것이 일반적입니다. 주변으로 인해 클램프를 우회해야 할 수 있습니다. 일반적으로 깃펜을 사용하여 표시기를 제거할 수 있을 만큼 충분히 위로 이동하여 수행할 수 있습니다. 이미 위치한 테이블에 부품을 다이얼 인할 때 주변 부품을 탭하고 안장이나 테이블 핸들로 조정하지 않습니다. 클램프를 살짝 끼운 후 부품을 두드려서 심하게 움직이지 않도록 합니다. 그렇게 하면 기계가 작동할 수 있는 최대한 가까운 위치에 거의 완벽한 위치를 얻을 수 있습니다.
공작물이 회전 테이블의 중앙에 오면 이제 손으로 스핀들을 돌리면 표시기 팁이 구멍 내부를 쓸 수 있습니다. 바늘 편향이 관찰되지 않을 때까지 필요에 따라 밀링 테이블의 위치를 조정합니다.
회전 테이블의 중심에 스핀들을 중앙에 맞추는 방법. 다음은 몇 가지 사용 방법입니다.
다음 절차를 따르십시오:
1. 수직 헤드를 머신 테이블과 직각으로 만듭니다.
2. 밀링 머신 테이블에 회전 테이블을 장착합니다.
3. 회전 테이블의 중앙 구멍에 테스트 플러그를 삽입합니다.
4. 밀링 머신 스핀들에 다이얼 표시기를 장착합니다.
5. 다이얼 표시기가 테스트 플러그의 상단을 막은 상태에서 기계 스핀들을 손으로 돌리고 플러그를 스핀들과 대략 정렬합니다.
6. 다이얼 인디케이터를 플러그의 직경에 접촉시키고 스핀들을 손으로 돌립니다.
7. 다이얼 표시기가 움직이지 않을 때까지 세로(X) 및 교차 이송(Y) 핸들로 기계 테이블을 조정합니다.
8. 밀링 머신 테이블과 안장을 잠그고 정렬을 다시 확인합니다.
9. 필요한 경우 재조정합니다.
 |  Rough Position  Made a 3/8″ piece of brass and put a 60 degree point on it. It Should fit in the endmill holders. This method it to be quite useful for various setup operations.
|
|
 |  Visual Position  To perform a visual position. Your eye is pretty good and judging when the two circles are centered. Normally within 0.010″ Sometimes.
|

|  Indicate  To get a really accurate, to dial indicate in the rotary table. In the photo it looks like the tip of the indicator is hanging in space, but it is actually touching the back of the hole in the rotary table. I then run the table through 360 degrees of rotation watching for the maximum deflection on the indicator. Then rotate the spindle 90 degrees to the left and 90 degrees to the right. The true center will be half way between the two readings. For the final adjusting for centering that on the same side of the backlash as will be using when cutting. So if the cutter moves from the center to the right side, then want the cutter moving in the same direction when doing the center adjustment. If on the wrong side of the backlash, then well be overcompensate and start over now coming from the correct side.
|
|
 |  Lineup Jig To locate a jig or workpiece on the rotary table. I start off with the initial rough line up.
|
|
 |  Indicate Jig  Centering the jig or workpiece over the center of the rotary table. To do this, rotate the rotary table and adjust the work piece until I get consistent run out all the way around.
|
Often it is necessary to perform a rotary table operation on several identical workpieces, each having a machined hole in the center. To quickly align each workpiece, a special plug can be made to fit the center hole of the workpiece and the hole in the rotary table. Once the machine spindle has been aligned with the rotary table, each succeeding piece can be aligned quickly and accurately by placing it over the plug.
If there are only a few pieces, which would not justify the manufacture of a special plug, or if the workpiece does not have a hole through it center, the following method can be used to center the workpiece on the rotary table.
1. Align the rotary table with the vertical mill head spindle.
2. Lightly clamp the workpiece on the rotary table in the center. Do not move the longitudinal(X) or crossfeed(Y) feed handles.
3. Disengage the rotary table worm mechanism.
4. Mount an dial indicator in the milling machine spindle or milling machine table, depending upon the workpiece.
5. Bring the dial indicator into contact with the surface to be indicated, and revolve the rotary table by hand.
6. With a soft metal bar, tap the workpiece(away from the indicator movement) until no movement is registered on the indicator in a complete revolution of the rotary table.
7. Clamp the workpiece tightly, and recheck the accuracy of the setup.
To mill the end on the workpiece to a certain radius or to machine circular slots having a definite radius, following procedure below should be followed.
1. Align the vertical milling machine at 90* to the table.
2. Mount an dial indicator in the milling machine spindle.
3. Mount rotary table on the milling machine table.
4. Center the rotary table with the machine spindle using a test plug in the table and a dial indicator on the spindle.
5. Set the longitudinal(X)feed dial and the crossfeed(Y) dial to zero.
6. Mount the workpiece on the rotary table, aligning the center of the radial cuts with the center of the table. A special arbor may be used for this. Another method is to align the center of the radial cut with a wiggler mounted in the machine spindle.
7. Move either the crossfeed or the longitudinal feed(whichever is more convenient) an amount equal to the radius required.
8. Lock both the table and the saddle.
9. Mount the proper end mill.
10. Set the correct speed(RPM).
11. Rotate the workpiece, using the rotary table feed handwheel, to the starting point of the cut.
12. Set the depth of the cut and machine the radius to the size indicated on the drawing, using hand or power feed.
1. When is an offset boring head used?
2. Name three major components of Boring Heads.
3. Why is the locking screw tightened after tool slide adjustments have been made.
4. Why does the tool slide have multiple holes to hold boring tools?
5. What determines the cutting speed in boring?
6. For what purpose may a rotary table be used?
7. What is the purpose of the hole in the center of a rotary table?
8. Describe briefly how a rotary table may be centered with a vertical mill spindle.
9. Describe briefly how a single workpiece would be centered on a rotary table.
10. Explain how a large radius may be cut using a rotary table.
This chapter was derived from the following sources.
산업기술
목표 이 단원을 마치면 다음을 수행할 수 있어야 합니다. 수직 밀링 센터 머신 모션을 이해합니다. 머신 홈 위치를 이해합니다. CNC 기계 좌표를 이해합니다. 작업 좌표계를 이해합니다. 기계 및 도구 오프셋을 이해합니다. 각 도구에 대해 도구 길이 오프셋을 설정합니다. VMC 머신 모션 CNC 기계는 3D 직교 좌표계를 사용합니다. 그림 10.은 일반적인 수직 밀링 센터(VMC)를 보여줍니다. 가공할 부품이 기계 테이블에 고정됩니다. 이 테이블은 XY 평면에서 이동합니다. 작업자가 기계를 바라보면 X축이 테이블을 좌우로 움직
목표 이 단원을 마치면 다음을 수행할 수 있어야 합니다. Haas 컨트롤을 식별합니다. 키보드를 식별합니다. 시작/홈 머신 절차를 설명합니다. 도어 오버라이드 절차를 설명합니다. 로드 도구 절차를 설명합니다. 각 도구에 대한 도구 길이 오프셋(TLO)을 설명합니다. MDI를 사용하여 부품 영점 오프셋(XY)을 확인합니다. 설정 도구 오프셋을 설명합니다. MDI를 사용하여 도구 길이 오프셋을 확인합니다. CNC 프로그램을 로드하는 절차를 설명합니다. CNC 프로그램을 저장하는 절차를 설명합니다. CNC 프로그램 실행 방법을 설명합