

제조공정

산업 제조
<시간 />
20세기 초반에 개발된 일렉트릭 기타는 대중 음악에서 가장 중요한 악기 중 하나가 되었습니다. 오늘날 솔리드 바디 일렉트릭 기타는 어쿠스틱 기타에서 파생된 것으로, 미국에서 처음으로 스페인 스타일 기타로 소개된 악기입니다. 현대의 일렉트릭 기타의 바디 디자인은 이전의 어쿠스틱과 다른 경우가 많지만 모든 기타는 동일한 단순한 템플릿으로 구성됩니다. 어쿠스틱 기타 또는 일렉트릭 기타는 모두 브릿지, 바디 및 넥으로 제작됩니다. 가장 큰 차이점은 어쿠스틱 기타는 속이 비어 있는 반면 일렉트릭 기타는 단단한 몸체를 가지고 있다는 것입니다.
수년 동안 어쿠스틱 기타는 볼륨 때문에 대규모 음악 앙상블에서 지원 역할로 제한되었습니다. 따라서 일렉트릭 기타를 만들게 된 주요 동기는 더 큰 볼륨에 대한 악기 연주자의 열망이었습니다. 현대 일렉트릭 기타의 전신은 와이어, 자석 및 기타 "픽업" 부착물을 부착한 발명가에 의해 조잡하게 수정된 증폭형 어쿠스틱 기타였습니다. (픽업은 볼륨을 높이는 전자기 장치입니다.) 그러나 1930년대에 기술이 발전하기 시작하면서 최신 버전은 더 복잡해지고 일렉트릭 기타는 솔로 악기가 되어 음악 스타일을 확장하는 데 도움이 되었습니다.
가장 초기의 일렉트릭 기타는 1920년대와 1930년대에 만들어졌지만 이것들은 현대 솔리드 바디 일렉트릭 기타의 매우 원시적인 프로토타입이었습니다. 최초의 전기 기타는 Paul H. Tutmarc가 발명했다고 합니다. 음성 진동을 생성하기 위해 자기를 사용하는 전화기의 내부 작동에서 영감을 받아 Tutmarc는 하와이 기타를 실험하여 악기 현의 진동을 증폭시키는 말굽 자석과 와이어 코일로 자기 픽업을 제작했습니다.
같은 시기에 로스앤젤레스의 두 음악가인 George Beauchamp와 John Dopyera는 더 큰 기타를 만들기 위해 노력했습니다. 증폭 뿔을 악기에 부착하는 실험을 한 후, 그들 역시 두 개의 말굽 자석으로 구성된 전자기 픽업을 개발했습니다. 픽업의 효율성에 만족한 Beauchamp는 장인에게 목과 바디로 디자인된 기타를 만들게 했습니다. 모양 때문에 "프라이팬"이라는 별명이 붙은 이 기타는 최초의 일렉트릭 기타가 되었습니다. Beauchamp는 프로토타입을 Adolph Rickenbacker에게 가져갔습니다. 두 사람은 회사를 설립하고 유명한 Rickenbacker 라인의 일렉트릭 기타를 생산하기 시작했습니다. 따라서 Rickenbacker는 최초의 일렉트릭 기타 제조업체가 되었습니다.
최초의 "스페인 스타일" 일렉트릭 기타는 또 다른 초기 실험가인 Lloyd Loar에 의해 제작 및 판매되었습니다. 그의 디자인은 현대 일렉트릭 기타의 직접적인 전신이었으며 또 다른 기타 개척자인 Orville Gibson에게 영감을 주어 악기에 혁명을 일으킨 일렉트릭 기타 모델인 ES-150을 만들었습니다. 슬라이드 기타리스트 Alvino Rey는 최초의 모던 일렉트릭 기타로 불리는 ES-150의 프로토타입을 개발했습니다. 최종 버전은 Gibson 직원 Walter Fuller가 제작했습니다. 기타는 즉각적인 성공을 거두었지만 몇 가지 결함이 있었습니다. 속이 빈 몸체의 진동을 포착하고 증폭하여 피드백과 왜곡을 생성했습니다. 이 때문에 기타리스트이자 발명가인 Les Paul은 1940년 솔리드 바디 일렉트릭 기타를 개발하게 되었습니다.
단단한 몸체 때문에 "로그"라고 불리는 Paul의 혁신은 몸체 진동을 최소화하기 위해 단단한 소나무 블록에 현과 픽업을 장착하는 것과 관련이 있습니다. "Log"는 4 × 4인치(10.2 × 10.2cm) 소나무 조각에 장착된 두 개의 기본 자기 픽업으로 구성되었습니다. 기존 기타처럼 보이게 하기 위해 Paul은 아치형 기타를 반으로 자르고 조각을 자신의 모델에 부착했습니다. 견고한 본체는 ES-150의 문제를 해결하는 데 효과적이었습니다.
1946년, Paul은 솔리드 바디에 회의적인 Gibson에게 그의 새 기타를 가져갔습니다. 그러나 Leo Fender는 이 개념을 이해하고 1949년 첫 번째 성공적인 솔리드 바디 기타가 된 "Esquire"를 판매하기 시작했습니다. 기타는 나중에 가장 유명한 기타 브랜드 이름 중 하나인 "Telecaster"로 이름이 변경되었습니다. Telecaster는 컨트리, 블루스, 로큰롤 음악가들에게 엄청난 인기를 얻었습니다. Telecaster는 Gibson이 "Les Paul"이라는 이름의 솔리드 바디 모델을 만들도록 했습니다.
1956년 Rickenbacker는 소위 "나비 스타일" 바디를 가진 학생 모델 Combo 400 기타를 소개했습니다. 기타의 독특한 구조는 특허받은 헤드에서 바디 베이스까지 연장된 넥(오늘날 넥-스루 바디 구조로 알려짐)과 기타 바디의 측면이 볼트로 고정되거나 접착되어 있는 것이 특징입니다.
1960년대까지 일렉트릭 기타는 확립된 악기였습니다. 디자인 혁신은 10년 동안 계속되었습니다. 1961년에 Gibson은 자기 코일에서 원하지 않는 험을 제거하도록 설계된 "험버킹" 픽업을 Les Paul 기타에 도입했습니다. (험버킹 픽업은 위상이 다른 두 개의 코일을 사용했습니다. 이것은 이전 디자인에 존재했던 공통 모드 험을 제거했습니다.) 같은 해 McCarty는 할로우 바디의 장점을 모두 통합하도록 설계된 세미 할로우 바디 기타인 ES-335를 출시했습니다. 솔리드 바디 디자인. Gibson과 Fender는 모두 미래 지향적인 디자인을 도입했습니다. Gibson SG와 Fender Stratocaster는 1960년대 록 기타리스트들이 자주 사용했기 때문에 청중들에게 친숙해졌습니다.
 지미 헨드릭스.
지미 헨드릭스.
James Marshall Hendrix는 1942년 11월 27일 시애틀에서 태어났습니다. Hendrix는 블루스 녹음을 들으며 기타 연주를 독학으로 배웠습니다. 왼손잡이, 그는 줄을 놓은 오른손 기타를 사용했습니다. 헨드릭스는 1960년대에 등 뒤에서 이빨로 기타를 연주하고 불을 붙인 것으로 알려졌습니다. 때때로 그의 무대의 열광은 그의 음악적 불꽃을 가리었지만 그는 아마도 역사상 가장 영향력 있는 록 기타리스트로 인정받고 있습니다.
Hendrix는 1960년대 초 스튜디오 음악가로 시작하여 1965년에 밴드를 결성했습니다. 이듬해 그는 새로운 밴드인 Jimi Hendrix Experience를 만들고 의도적인 피드백 및 기타 의도적인 왜곡을 사용하는 새로운 사운드(애시드 록)를 시작했습니다. . 그의 무대 장난은 1967년 몬터레이 팝 페스티벌에서 악명을 얻었고, 밴드는 1968년 밥 딜런의 "All Along Watchtower" 버전으로 Top 40 히트를 기록했습니다. 그해 Hendrix는 스튜디오 녹음에 대한 그의 노력을 지시했지만 그의 1969년 우드스탁에서 밴드 오브 집시(Band of Gypsies)라는 새로운 그룹을 결성하여 기억에 남을 만한 "성조기" 공연을 펼쳤습니다.
Hendrix는 Melody Maker, 에 의해 올해의 팝 뮤지션으로 선정되었습니다. 1967년과 1968년; 빌보드 투표 1968년 올해의 아티스트; 올해의 연주자로 선정되었으며 Rolling Stone, 에서 올해의 록 앨범상을 수상했습니다. 1968년; 1968년 시애틀의 열쇠를 받음; 1992년 로큰롤 명예의 전당에 헌액됨; 1993년 평생 공로로 그래미 상을 받았습니다. Hendrix는 1970년 9월 18일 약물 과다 복용으로 인한 질식으로 사망했습니다.
일렉트릭 기타를 만드는 데 들어가는 원료는 단단한 바디를 위해 메이플, 호두, 애쉬, 알더, 마호가니 등 잘 숙성된 활엽수를 사용합니다. 목재의 밀도가 높을수록 악기의 서스테인이 향상됩니다(서스테인은 음표를 유지할 수 있는 시간을 나타냄). 목재 밀도도 톤에 영향을 줄 수 있습니다. 일부 본체는 플렉시 유리로도 제작됩니다. 나무는 또한 메이플, 로즈우드, 에보니를 포함하여 목의 구성에 사용됩니다. 다른 원료에는 조각을 고정하기 위한 접착제, 하드웨어용 크롬, 본체 마감용 니트로셀룰로오스 래커 등이 있습니다.
솔리드 바디 일렉트릭 기타는 바디에 설치된 마그네틱 픽업에서 볼륨을 얻습니다. 이 픽업은 현의 진동에 반응하여 에너지를 증폭기라고 하는 확성기 시스템에 의해 증폭되는 전기 충격으로 변환합니다. 최상의 사운드를 위해서는 픽업이 안정적이고 본체의 진동에 영향을 받지 않아야 합니다. 초기 일렉트릭 기타의 선구자들은 할로우 바디 어쿠스틱 기타에 연결된 픽업이 왜곡과 피드백을 초래한다는 것을 발견했습니다. 안정성에 대한 요구는 일렉트릭 기타의 가장 큰 특징 중 하나인 솔리드 바디의 개발로 이어졌습니다. 단단한 몸체는 안정성을 높이고 초기 일렉트릭 기타 제작자는 실험을 통해 고밀도 견목으로 만든 기타 몸체가 가장 잘 작동한다는 것을 발견했습니다.
1930년대 후반과 1940년대에 기타리스트와 Les Paul 및 Leo Fender와 같은 발명가는 솔리드 바디 일렉트릭 기타의 초기 디자인을 개발했습니다. 나중에 제조업체는 전통적인 모양과 색상에서 벗어나 자체 디자인을 내놓았습니다. 더 발전된 모델에는 Fender Stratocaster와 Gibson Flying V가 포함됩니다.
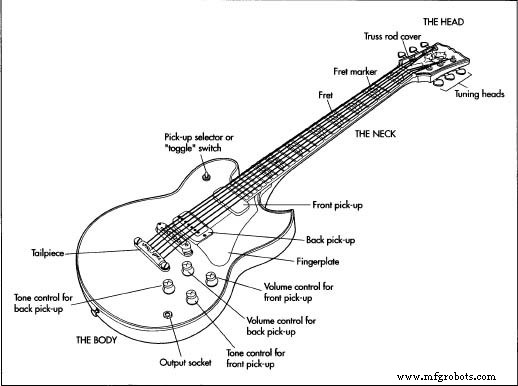
일렉트릭 기타의 주요 구성 요소는 브리지, 바디 및 넥입니다. 보조 구성 요소에는 지판, 현, 너트 및 튜닝 헤드가 포함됩니다. 기타 제조 시설은 목재 선택과 본체 디자인이 일렉트릭 기타 제작 과정의 큰 부분을 차지하기 때문에 대부분 목공 시설입니다.
<올>
목을 본체에 부착할 때 여러 제조업체에서 여러 방법을 사용합니다.  일렉트릭 기타의 위치를 확인합니다. 일부 일렉트릭 기타 넥은 제자리에 접착되어 있고 다른 넥은 볼트로 고정되어 있습니다. 많은 연주자들은 접착식 넥을 선호하는데, 그 이유는 접착식 넥이 더 나은 음의 지속을 제공하는 더 나은 조인트를 제공한다고 믿기 때문입니다. Gibson에서 Les Paul의 넥은 항상 접착되어 있습니다.
일렉트릭 기타의 위치를 확인합니다. 일부 일렉트릭 기타 넥은 제자리에 접착되어 있고 다른 넥은 볼트로 고정되어 있습니다. 많은 연주자들은 접착식 넥을 선호하는데, 그 이유는 접착식 넥이 더 나은 음의 지속을 제공하는 더 나은 조인트를 제공한다고 믿기 때문입니다. Gibson에서 Les Paul의 넥은 항상 접착되어 있습니다.
 일렉트릭 기타입니다. 마무리, 작업자는 기타 날카로운 모서리를 매끄럽게 만들기 위해 기타를 손으로 샌딩합니다. 그런 다음 목재 충전재와 스테인을 적용하여 목재를 착색하고 결 패턴을 균일하게 만듭니다.
일렉트릭 기타입니다. 마무리, 작업자는 기타 날카로운 모서리를 매끄럽게 만들기 위해 기타를 손으로 샌딩합니다. 그런 다음 목재 충전재와 스테인을 적용하여 목재를 착색하고 결 패턴을 균일하게 만듭니다. 프로세스의 각 단계에서 제품이 검사됩니다. 긁힘이나 과도한 건조 접착제와 같은 디자인의 가장 작은 결함조차도 기타를 라인 아래로 되돌려 보내거나 검사관이 스크랩하게 할 수도 있습니다. 최종 조립 중에 하드웨어 및 배선이 설치되면 각 구성 요소가 제대로 작동하는지 확인하기 위해 개별적으로 테스트됩니다.
일반적으로 일렉트릭 기타의 발전은 1920년대 후반에서 1960년대 초반 사이에 일어난 것으로 간주되며, 이는 주요 혁신이 탄생한 시기입니다. 그러나 기타 제조업체와 발명가는 여전히 악기를 수정하는 방법을 모색하고 있습니다. 이러한 변경에는 디자인, 재료, 픽업 또는 마감재의 수정이 포함됩니다. 일부 기타 제조업체는 플라스틱 또는 흑연으로 만든 본체를 찾고 있습니다. 다른 사람들은 중공 또는 반 중공 본체를 포함하는 설계를 탐색하고 있습니다. 얼마 동안 발명가들은 기타 픽업이나 앰프에 피에조를 적용하려고 했습니다. Piezo는 압전 특성을 가진 재료입니다. 악기에 올바르게 적용하면 진동이나 압력의 변화를 감지합니다. 기타의 경우 접촉 마이크에 적용하거나 기타 진동을 감지하는 기타 자체에 배치할 수 있습니다. 궁극적으로 기타의 사운드를 향상시킬 수 있습니다.
디자인 영역에서 한 회사는 Gibson, Warmoth, Suhr 및 Tom Anderson Guitarworks 기타 회사의 관심을 끌었던 대량 3D 솔리드 및 표면 모델링 소프트웨어를 개발했습니다. 이 소프트웨어는 설계자가 2차원 계획의 한계에서 벗어나 제조 프로세스가 시작되기 전에 완전한 3차원 설계를 생성할 수 있도록 합니다. 이런 식으로 그들은 디자인에 대해 더 실험적일 수 있습니다. 잠재적으로 이 소프트웨어를 통해 설계자는 프로토타입이나 모델을 만들지 않고도 3D로 새로운 설계를 생성할 수 있습니다. 그런 다음 제한된 생산을 위해 디자인을 컴퓨터 목공 스테이션으로 보낼 수 있습니다.
베이컨, T., P. 데이. 궁극의 기타 북. 뉴욕:Alfred A. Knopf, 1992.
Denyer, R., I. Guillory 및 A. M. Crawford. 기타 핸드북. 뉴욕:Alfred A. Knopf, 1987.
휠러, 톰. 기타 북. 뉴욕:Harper and Row, 1998.
Rickenbacker 웹 페이지. 2001년 12월.
일렉트릭 기타 웹 페이지. 2001년 12월.
댄 하비
제조공정
팔레트 트럭은 가장 일반적이고 다재다능한 자재 취급 장비 중 하나입니다. 미국 전역의 모든 창고의 거의 모든 층에서 찾을 수 있습니다. 팔레트 트럭 또는 팔레트 잭이라고도 알려진 팔레트 잭은 창고의 핵심입니다. 그들은 저장, 포장 및 하역장 사이에서 상상할 수 있는 거의 모든 유형의 상품을 섞습니다. 자재 취급 비즈니스의 경우 팔레트 트럭은 없어서는 안될 도구입니다. 팔레트 잭은 1900년대 초반부터 자재 취급에 사용되었습니다. 개념은 간단하지만 팔레트 트럭은 기술과 함께 발전해 왔습니다. 목표는 한 위치에서 다른 위치로 바닥
전기 망치는 못과 기타 패스너를 목재 및 석고와 같은 재료에 박는 데 일반적으로 사용되는 도구입니다. 이름에서 알 수 있듯이 이 도구는 일반적으로 수동으로 수행되는 타격 동작이 전자적으로 수행된다는 점을 제외하면 표준 해머와 매우 유사합니다. 이 도구는 이 힘을 분당 타격(BPM)으로 측정합니다. 일부 모델은 10,000 BPM에서 작동할 수 있으므로 효율적이고 실용적인 도구입니다. 이들은 석조 작업과 아마추어 DIY 애호가가 자주 사용합니다. 전기 해머는 때때로 해머 드릴이라고 합니다. 이 용어는 전기 착암기, 전기 치핑 해머