

제조공정

산업 제조
<시간 />
우유 상자는 소매 유통을 위해 우유를 포장하는 데 사용되는 방수 종이 용기입니다. 가장 흔한 슈퍼마켓 품목 중 하나이며 거의 모든 가정에서 볼 수 있는 우유 상자는 그럼에도 불구하고 엄격한 표준에 따라 제조된 정밀 제품입니다.
최근까지 우유는 일반적으로 소매 품목으로 사용할 수 없었습니다. 젖소에서 우유를 꺼내면 열에 빨리 상하고 오염되기 쉽습니다. 금세기까지 우유를 저장하는 가장 경제적이고 위생적인 방법은 우유를 동물 안에 그대로 두는 것이었습니다. 유럽에서는 소 사육사가 자신의 소를 고객의 집 앞까지 직접 가져다가 그곳에서 가정용 용기에 젖을 짜 넣었습니다. 어떤 곳에서는 젖소 마구간 옆에 있는 가게에서 우유를 팔기도 했습니다. 두 경우 모두, 우유는 짧은 시간 동안만 안전하게 보관될 수 없습니다. 큰 금속 우유 용기는 1860년과 1870년 사이에 유럽에서 개발되었습니다. 휘젓기라고 하는 뚜껑이 있는 금속 용기는 약 21.12갤런(801)의 우유를 담을 수 있습니다. 우유를 휘젓는 우유는 농업 지역에서 우유 수요가 높은 도시로 철도로 운송되었습니다. 금속 휘젓는 우유도 집집마다 배달되었습니다. 젖소지기가 젖소를 데려오는 대신 이제 우유는 휘젓기에서 더 작은 가정용 양동이 또는 캔에 국자로 떠올랐습니다. 유리 우유병은 1884년에 발명되었습니다. 살균된 우유병은 필요할 때까지 밀봉하여 보관할 수 있어 우유 소비자에게 편리함을 제공했습니다. 저온 살균 처리된(끓는 온도 이상으로 빠르게 가열된 다음 냉각된) 우유는 며칠 동안 박테리아 오염과 부패에 저항했습니다. 유리 용기는 지금 거의 볼 수 없지만 병에 든 우유는 제 2 차 세계 대전을 통해 미국과 유럽 전역에서 널리 보급되었습니다.
첫 번째 우유팩은 1933년에 소개되었습니다. 종이에 왁스를 발라 방수 처리했습니다. 1940년에 폴리에틸렌이 방수 소재로 도입되었습니다. 리필이 가능한 유리병은 우유팩이 도입된 후 오랫동안 군림했지만 1968년에는 미국에서 포장된 우유의 70% 이상이 종이팩에 들어갔습니다.
우유팩의 제조는 실제로 두 가지 다른 위치에서 2단계 프로세스입니다. 카톤 제조업체는 카톤을 자르고 인쇄합니다. 카톤은 "넉다운" 또는 납작한 형태로 우유 포장기로 배송됩니다. 포장기는 상자를 형성, 채우고 밀봉하여 프로세스를 완료합니다.
우유 용기는 방수 플라스틱, 일반적으로 폴리에틸렌으로 코팅된 판지로 만들어집니다. 우유팩용 판지를 만드는 데 사용되는 목재 펄프는 침엽수와 견목을 혼합한 것입니다. 침엽수는 일반적으로 소나무의 일종이지만 실제 사용되는 나무는 제지 공장의 위치에 따라 다릅니다. 침엽수는 판지에 강도를 제공하는 긴 목재 섬유를 생산합니다. 견목은 참나무와 같은 낙엽수에서 나옵니다. 경목은 더 나은 인쇄 표면을 만드는 더 짧은 섬유를 가지고 있습니다. 우유팩 판지용 펄프는 일반적으로 경목 60%, 연질 40%입니다.
우유팩을 만드는 데에는 몇 가지 다른 화학 물질이 사용됩니다. 하나는 목재 펄프를 표백하는 산화 염소입니다. 강도를 추가하기 위해 각 제조업체에 고유한 기타 화학 물질이 종이에 추가됩니다. 잉크의 화학 안료는 인쇄 공정에도 사용됩니다.
정제된 펄프는 Fourdrinier 기계의 헤드박스로 흐릅니다. 헤드박스에서 물과 펄프의 혼합물은 계속 움직이는 스크린에 걸쳐 펼쳐집니다. 물은 스크린의 구멍을 통해 아래로 배수되어 축축한 목재 섬유 매트를 남깁니다. 매트는 추가 물을 짜내는 거대한 롤러를 통해 당겨집니다. 다음으로 판지는 증기 가열 실린더를 통과하여 건조됩니다.
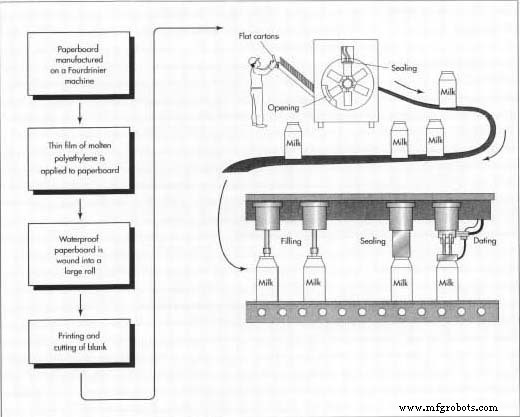 특수 기계가 우유팩 블랭크를 개방형 용기로 변환합니다. 먼저 블랭크가 성형기로 이어지는 슈트에 로드됩니다. 블랭크는 성형 맨드릴이라고 하는 기계식 암으로 흡입에 의해 당겨지고 상자는 득점된 선을 따라 스냅으로 열리고 두 개의 하단 덮개가 겹칩니다. 맨드릴의 상자가 휠의 상단에 도달하면 상자의 바닥이 핫 플레이트에 눌려 아래쪽 솔기를 밀봉합니다. 맨드릴이 휠의 상단에 도달하면 상자의 하단이 하강하고 하단 솔기를 밀봉하는 핫 플레이트에 대해 눌려집니다. 휠이 계속 회전함에 따라 바닥에 밀봉된 상자가 아래로 이동하고 흡입에 의해 성형 맨드릴에서 당겨져 컨베이어 벨트에 내려집니다.
특수 기계가 우유팩 블랭크를 개방형 용기로 변환합니다. 먼저 블랭크가 성형기로 이어지는 슈트에 로드됩니다. 블랭크는 성형 맨드릴이라고 하는 기계식 암으로 흡입에 의해 당겨지고 상자는 득점된 선을 따라 스냅으로 열리고 두 개의 하단 덮개가 겹칩니다. 맨드릴의 상자가 휠의 상단에 도달하면 상자의 바닥이 핫 플레이트에 눌려 아래쪽 솔기를 밀봉합니다. 맨드릴이 휠의 상단에 도달하면 상자의 하단이 하강하고 하단 솔기를 밀봉하는 핫 플레이트에 대해 눌려집니다. 휠이 계속 회전함에 따라 바닥에 밀봉된 상자가 아래로 이동하고 흡입에 의해 성형 맨드릴에서 당겨져 컨베이어 벨트에 내려집니다. 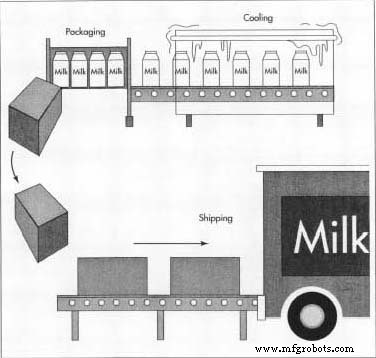 단 몇 초. 날짜가 찍힌 후 완성된 우유 상자는 컨베이어에서 이동하고 자동으로 또는 손으로 포장 케이스에 포장되어 시장에 선적됩니다.
단 몇 초. 날짜가 찍힌 후 완성된 우유 상자는 컨베이어에서 이동하고 자동으로 또는 손으로 포장 케이스에 포장되어 시장에 선적됩니다. 제조업체는 제조 공정의 모든 단계에서 품질 검사를 수행합니다. 펄프는 색상과 밀도가 적절하고 원하는 섬유 특성을 가지고 있는지 확인하기 위해 검사해야 합니다. 펄프는 연질목과 견목의 장섬유와 단섬유의 혼방으로 사용되는 수목의 종류와 비율에 따라 배치가 다를 수 있습니다. 판지는 여러 가지 이유로 수많은 품질 검사를 통과해야 합니다. 연방 의약청(FDA)은 우유팩이 위생 및 안전에 대한 엄격한 기준을 충족하도록 요구합니다. 예를 들어, FDA는 판지에 추가되는 모든 화학 물질을 승인해야 하며 제조업체는 규제 요구 사항을 충족하고 있음을 증명할 수 있어야 합니다. 판지의 너비, 두께 및 섬유 혼합은 제지 기계에 부착된 기기에 의해 지속적으로 모니터링되며 보드에 대한 오염도 확인됩니다. 유제품 또는 우유 가공 공장에서 상자의 성형 및 충전은 위생 및 안전에 대한 엄격한 기준에 따라 수행됩니다.
우유팩의 제조 공정은 매우 효율적이며 폐기물이 거의 없습니다. 그러나 대부분의 사용한 상자는 쓰레기통에 버려지고 매립됩니다. 그러나 적절한 재활용 시설이 있는 경우 재활용할 수 있습니다. 우유팩 재활용업체는 학교나 병원과 같은 대규모 사용자로부터 빈 상자를 수거합니다. 그런 다음 재활용업체는 상자를 파쇄하고 소독한 다음 파쇄된 조각을 베일에 묶습니다. 펄프 공장은 재활용 업체로부터 베일을 구입합니다. 공장에서 폴리에틸렌 코팅은 종이에서 분리되고 플라스틱 제조업체에서 재사용하기 위해 걸러냅니다. 파쇄된 상자는 펄프로 다시 처리되어 고급 인쇄 및 필기 용지를 만드는 데 사용할 수 있습니다.
우유팩 제조는 이미 매우 능률적이고 효율적이기 때문에 수년 동안 크게 바뀌지 않았습니다. 전통적인 박공 탑 카톤에 점점 더 대중적인 수정은 플라스틱 주입구를 추가하는 것이지만 제조 공정에서 약간의 변경만 필요합니다. 미국에서 우유 소비가 감소함에 따라 낙농업이 고객을 위해 더 치열하게 경쟁함에 따라 상자의 그래픽 디자인이 미래에 변경될 수 있습니다. 박공이 달린 상자는 제조 비용이 매우 저렴하기 때문에 포장업자는 포장 상자에서 판매할 수 있는 다른 제품을 찾고 있습니다. 그러나 우유팩용 폴리에틸렌 코팅이 모든 액체에 적합한 것은 아닙니다. 예를 들어, 와인과 모터 오일은 우유와 특성이 다르기 때문에 다른 방수 장벽이 필요합니다. 화학자와 디자인 엔지니어는 현재 새로운 플라스틱 코팅을 연구하고 있어 우유 외에 다른 액체도 종이팩을 사용할 수 있습니다.
제조공정
배경 청진기는 신체에서 생성되는 소리, 특히 심장과 폐에서 나오는 소리를 듣는 데 사용되는 의료 기기입니다. 대부분의 현대 청진기는 바이노럴입니다. 즉, 악기는 양쪽 귀에 사용하도록 만들어졌습니다. 청진기는 밸브에서 이어피스까지 이어지는 두 개의 유연한 고무 튜브로 구성됩니다. 밸브는 또한 낮은 소리를 픽업하기 위한 종 모양의 부분 또는 높은 주파수를 위한 평평한 디스크가 될 수 있는 체스트피스에 튜브를 연결합니다. 청진기는 주로 심장 잡음, 불규칙한 심장 박동 또는 비정상적인 심장 소리를 감지하는 데 사용됩니다. 또한 폐벽에서
배경 트럼펫은 컵 모양의 마우스피스에 대고 입술을 진동시켜 강력한 음색을 내는 금관악기입니다. 트럼펫은 종 모양으로 퍼지는 기본 직사각형 루프 모양의 원통형 튜브로 구성됩니다. 현대의 트럼펫에는 3개의 피스톤 밸브와 톤을 조정하는 튜닝 슬라이드 역할을 하는 작은 2차 튜빙도 있습니다. 오늘날 연주되는 거의 모든 트럼펫은 B 플랫입니다. 트럼펫을 불 때 자연스럽게 연주되는 음색입니다. 그것들은 중간 C 아래에서 F-샤프에서 위로 2.5 옥타브(B에서 끝남) 사이의 범위를 가지며 다른 금관 악기보다 비교적 연주하기 쉽습니다. 최