

제조공정

산업 제조
<시간 />
선사 시대부터 종은 중요한 사건을 알리는 데 사용되었습니다. 종소리는 신자들에게 예배를 드리고 시간을 울리도록 합니다. 종소리는 큰 기쁨을 표현하거나 경고를 울리거나 애도의 신호를 보낼 수 있습니다. 또한 비를 내리거나 멈추게 하고, 악령을 막고, 저주를 걸고, 주문을 해제하기 위해 종을 울렸습니다.
종은 종교 의식에서 영예로운 위치를 차지합니다. 불교와 기독교에서 종은 각 의식 전에 축복합니다. 로마 카톨릭에서 종은 낙원의 상징이자 신의 음성입니다. 러시아 정교회와 중국인은 종을 사용하여 영이나 신에게 말을 합니다.
종은 또한 애국의 상징으로 존경받고 있으며, 침략한 정복자들이 마을의 종을 붙잡아 침묵시키는 것은 드문 일이 아닙니다. 미국에서 미국 공화국의 위대한 상징은 자유의 종입니다.
기원전 1122년부터 221년까지 중국을 통치한 주나라 <소> , 특히 뛰어난 벨 설립으로 유명했습니다. 유럽의 종 설립은 훨씬 나중에 발생했으며 중세 수도원에서 시작되었습니다. 최초의 유럽 종은 소 종과 유사했습니다: 철 사각으로 두드려서 서로 리벳을 박은 판. 15세기까지 창립자들은 종 모양과 음색을 실험하기 시작했습니다. 세속적인 종 제작자들은 웅장한 종탑을 특징으로 하는 고딕 건축이 번성하면서 르네상스 시대에 명성을 얻었습니다.
17세기에는 벨기에와 네덜란드가 종 설립의 선두 주자로 떠올랐습니다. 네덜란드 형제 Francois와 Pierre Hemony는 일반적으로 종을 정교한 악기로 발전시킨 것으로 알려져 있습니다. Hemonys는 Jacob Van Eyck라는 시각 장애인 음악가와 함께 각 벨의 링에 포함된 5개의 개별적이고 독특한 음색을 위한 튜닝 시스템에 대해 작업했습니다. 18세기에 프랑수아와 피에르, 그리고 그들의 스타 제자인 카에스 누더가 죽은 후 예술은 쇠퇴했습니다. 튜닝 기술이 다시 한 번 탁월함을 얻은 것은 20세기가 되어서였습니다.
종 모양은 국가와 문화에 따라 다릅니다. 측면은 직선, 볼록, 오목 또는 반구형일 수 있습니다. 동아시아 종은 통 모양인 경향이 있고 서양 종은 가장자리 근처에 돌출된 튤립 모양입니다. 중국 종에는 종종 연꽃 모양의 테두리가 있습니다. 서양 문화의 종은 일반적으로 종이 앞뒤로 흔들릴 때 내부 금속 스트라이커에 의해 두들겨집니다. 아시아 종은 흔들리지 않으며 일반적으로 나무 망치로 바깥쪽을 손으로 칩니다.
장식용 종은 뿔, 나무, 유리 및 점토와 같은 재료로 만들 수 있지만 울리거나 음악을 연주하도록 설계된 종은 구리 약 77%와 주석 23%의 청동 합금으로 주조됩니다. 이 조합은 녹슬지 않는 견고하고 오래 지속되는 재료를 생산합니다. 벨 창업자는 주석을 25% 이상 섞지 않도록 주의해야 합니다. 그렇지 않으면 벨이 부서지기 쉽고 균열이 생기기 쉽습니다. 오래된 종을 녹이고 금속을 재사용하여 새 종을 주조하는 것은 드문 일이 아닙니다.
종의 주조 기술은 12세기 이후로 본질적으로 동일하게 유지되었습니다. 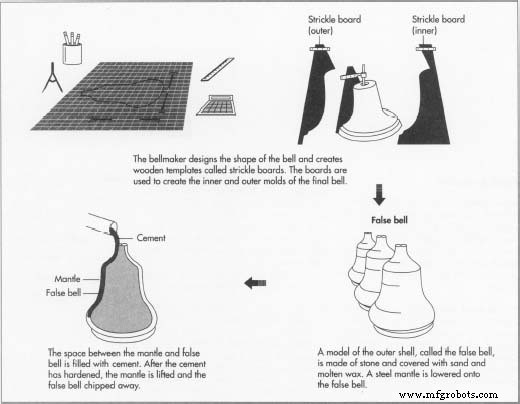 단 하나의 혁신은 19세기 튜닝 기계의 발명이었습니다. 그 이전에는 망치와 끌로 종의 측면을 깎아서 적절한 음색을 얻었습니다. 이 절차는 종을 손상시킬 위험이 높습니다. 본질적으로 수직 선반인 튜닝 기계는 그러한 위험을 줄였습니다. 전자 튜닝 기계는 종소리의 정확성을 테스트하는 종 설립자의 능력을 향상시켰습니다. 그러나 대체로 종을 만드는 것은 여전히 많은 실습 과정입니다.
단 하나의 혁신은 19세기 튜닝 기계의 발명이었습니다. 그 이전에는 망치와 끌로 종의 측면을 깎아서 적절한 음색을 얻었습니다. 이 절차는 종을 손상시킬 위험이 높습니다. 본질적으로 수직 선반인 튜닝 기계는 그러한 위험을 줄였습니다. 전자 튜닝 기계는 종소리의 정확성을 테스트하는 종 설립자의 능력을 향상시켰습니다. 그러나 대체로 종을 만드는 것은 여전히 많은 실습 과정입니다.
 매우 미세한 내화성 점토를 세 번 칠했습니다. 그런 다음 로프 도르래로 낮아진 강철 맨틀로 둘러싸여 있습니다.
매우 미세한 내화성 점토를 세 번 칠했습니다. 그런 다음 로프 도르래로 낮아진 강철 맨틀로 둘러싸여 있습니다. 가짜 종과 맨틀 사이의 공간은 시멘트로 채워져 있습니다. 시멘트가 경화된 후 맨틀은 시멘트 몰드에서 들어 올려집니다. 몰드 아래에 있는 가짜 종은 잘립니다. 나머지 가짜 벨 조각은 블로 토치로 제거됩니다. 그런 다음 몰드를 코크스 화로 위에 놓아 남아 있는 왁스를 녹이고 축적된 물을 증발시킵니다.
내부 벨의 모델은 돌로 구성되어 있으며 내화 시멘트로 코팅되어 있습니다. 그런 다음 매끄럽게 만들어 불규칙성을 제거합니다.
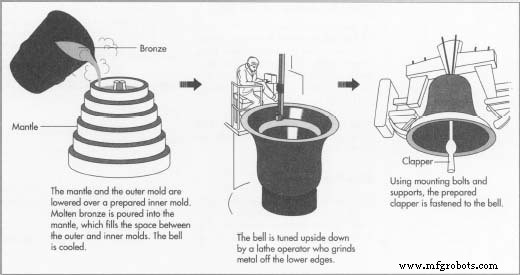
청동 주괴는 오일 버너에서 녹이고 약 1150°F(1100°C)의 온도로 가열됩니다. 녹은 금속을 걷어내어 불순물을 제거한 다음 드럼에 붓습니다. 드럼은 구덩이로 옮겨지고 뜨거운 금속이 두 금형 사이의 공간으로 흐르도록 조심스럽게 기울어집니다. 맨틀 상단의 구멍은 가스가 빠져나갈 수 있도록 합니다. 가스가 금속에 남아 있으면 벨이 너무 다공성이어서 쉽게 부서집니다.
종은 며칠 동안 식도록 허용됩니다. 큰 종은 완전히 식는 데 일주일 정도 걸릴 수 있습니다. 일반적으로 500파운드(227kg) 미만으로 분류되는 작은 종은 다음 날 성형 구덩이에서 제거할 수 있습니다.
벨 상단에 구멍이 뚫려 있습니다. 장착 볼트와 지지대를 사용하여 클래퍼를 벨에 고정합니다.
주조하기 전에 종의 정확한 무게와 크기를 계산하는 데 세심한 주의를 기울입니다. 완성된 벨이 사양에 맞지 않으면 완전히 녹여서 다시 주조합니다. 나중에 벨이 깨지면 용접하고 패치를 붙일 수 있지만 드문 경우입니다. 자유의 종의 경우처럼 종은 은퇴하거나 녹여서 다시 주조할 가능성이 더 큽니다.
제조공정
호텔링을 위한 벨 표시기 회로 배선도 벨 표시기 회로는 다른 위치에서 제어하기 위해 벨과 부저가 필요한 곳에 사용됩니다. 벨 표시기 회로는 여러 위치에서 전기 벨이 제어되는 호텔링 회로라고도 합니다. 호텔 배선 회로에서 벨은 손님에 의해 방과 같은 다른 위치에서 작동할 수 있습니다. 관련 배선 자습서:호스텔 배선 회로도 및 작업 손님이 승무원의 도움이 필요한 정확한 위치와 방을 찾는 데 사용할 수 있습니다. 손님이 푸쉬 버튼을 누르면 호텔 관리 및 교환원 패널에서 벨이 울리면서 지정된 객실 번호 표시등이 빛나기 시작합니다.
핀란드에 기반을 둔 글로벌 용접 자동화 제조업체 Pemamek Oy는 Michael Bell을 북미 자회사 Pemamek LLC의 영업 이사로 임명했습니다. Pemamek은 조선, 중가공, 석유 및 가스, 풍력 에너지, 보일러 제조를 포함한 광범위한 산업에 용접 자동화 기술 및 통합 제조 솔루션을 제공합니다. 이 회사는 용접 포지셔너, 기둥 및 붐 장치, 롤러 베드, 로봇 솔루션과 독점 PEMA WeldControl 프로그래밍 및 제어 소프트웨어를 제공합니다. Bell은 Cincinnati, Ohio 및 Houston의 미국 지사