

제조공정

산업 제조
<시간 />
칠판은 분필로 무엇이든 새길 수 있는 평평한 수직 필기 표면입니다. 이 장치는 일반적으로 교육용으로 사용되지만 직장, 가정 및 식당에서도 찾을 수 있습니다. 칠판은 다양한 재료로 제조할 수 있지만 도자기 법랑은 오늘날 칠판에 사용되는 가장 일반적인 재료입니다.
칠판의 기원은 19세기 초반으로 거슬러 올라갑니다. 칠판의 전신은 작은 노 모양의 혼북이었습니다. 이 아이템은 중세 영국의 학교에서 사용되었으며 식민지 아메리카의 독립 전쟁 시대에는 수많은 학생들이 휴대했습니다. 혼북은 종이 조각이 있는 나무 조각이었습니다. 그것에 고정. 종이에는 다양한 학습 보조 도구가 작은 글씨로 적혀 있었습니다. 전형적인 혼북에는 주기도문과 알파벳이 모두 들어 있고 반투명한 동물 뿔이 그 종이를 덮었습니다. 혼북은 작은 물건이었고 때로는 바닥에 구멍이 있어서 끈으로 묶고 목에 걸 수 있었습니다.
결국 혼북은 독서 보드로 진화했습니다. 이것은 길이가 약 38cm인 스트립으로, 알파벳과 기타 학습 보조 도구도 포함되어 있었는데, 18세기 후반 교실 전면에 걸려 있었습니다. 독서 게시판에서 교실의 모든 학생들이 보고 사용할 수 있는 하나의 일반 칠판 개념이 나왔습니다.
현대의 칠판은 1823년에 특허를 받았습니다. 그것은 당대 최고의 교육자인 새뮤얼 리드 홀(Samuel Reed Hall)에 의해 개발되었습니다. 목사인 Hall은 미국 교사를 위한 최초의 정식 교육 학교 중 하나인 Vermont's Concord Academy를 설립했습니다. 초기 칠판은 검은색으로 칠해진 단순한 소나무 판이었습니다. 다른 경우에는 석회, 파리 석고(흰색 분말 물질) 및 램프 블랙(고운 검은 그을음)의 조합이 교실 벽에 퍼졌습니다.
대부분의 현대 칠판은 도자기 법랑으로 만들어집니다. 이 특정 제조 공정에서는 강철과 같은 견고하고 내구성 있는 재료가 베이스로 사용됩니다. 칠판 제조에 사용되는 여러 가지 두께의 강철이 있지만 가장 일반적인 것은 22게이지입니다. 또 다른 중요한 요소는 석영 또는 이와 유사한 광물에서 추출한 결정질 화합물인 실리카입니다. 지각에서 발견되는 규소는 질긴 화합물이며 산소와 결합하면 실리카라고 합니다. 실리카는 대부분의 암석에서 발견되며 많은 유리 및 세라믹 제품의 일반적인 성분입니다. 칠판의 표면은 일반적으로 분말 유리 불투명제와 같은 무기 화합물과 코팅 재료에 색상을 제공하는 유기 원소인 산화물의 혼합물입니다.
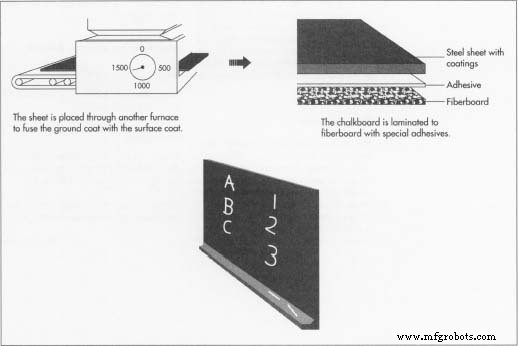
칠판은 다양한 크기, 스타일 및 색상으로 제조할 수 있습니다. 가장 일반적인 색조는 녹색과 검은색이지만 갈색, 파란색 및 회색 음영도 사용할 수 있습니다. 특수 그래픽 요소를 포함하도록 제조 공정 중에 사용자 정의할 수 있습니다. 예를 들어, 대학의 음악학과는 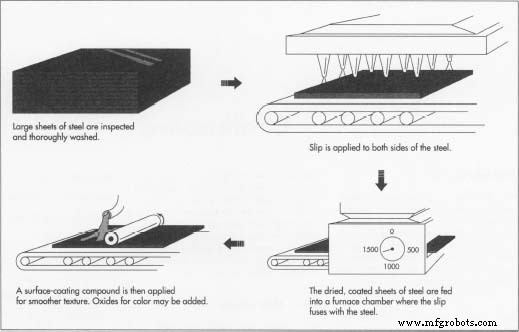 표면에 악보가 새겨진 교실 칠판을 요청할 수 있습니다. 농구 팀은 코트 레이아웃이 있는 칠판을 사용하여 게임 전략을 검토할 수 있습니다. 이러한 선은 일반적으로 표면에 칠해져 있지만 제조 과정에서 에나멜에 융합될 수도 있습니다. 보드의 크기는 교실에서 사용하기 위해 120" x 48"만큼 클 수 있습니다. 농구 코트 레이아웃의 경우 42" x 25"; 또는 독립형 이동식 보드의 경우 72" x 48"입니다.
표면에 악보가 새겨진 교실 칠판을 요청할 수 있습니다. 농구 팀은 코트 레이아웃이 있는 칠판을 사용하여 게임 전략을 검토할 수 있습니다. 이러한 선은 일반적으로 표면에 칠해져 있지만 제조 과정에서 에나멜에 융합될 수도 있습니다. 보드의 크기는 교실에서 사용하기 위해 120" x 48"만큼 클 수 있습니다. 농구 코트 레이아웃의 경우 42" x 25"; 또는 독립형 이동식 보드의 경우 72" x 48"입니다.
법랑칠판 제조는 공업도자기 카테고리에 속하며, 제품 제조사는 법랑연구소에서 정한 기준을 따릅니다. 이 조직의 중요한 지침 중 하나는 광택 표준입니다. 이것은 45도 광택계로 측정됩니다. 사양에 따르면 칠판의 광택은 미터로 측정한 3단위를 초과할 수 없습니다. 이것은 필기 표면의 균일성을 보장합니다. 내구성에 대한 추가 품질 사양은 Porcelain Enamel Institute 지침에도 자세히 설명되어 있습니다.
칠판의 미래는 제한적입니다. 제품 제조업체는 매끄러운 폴리프로필렌 표면을 가진 건조 지우기 보드 제작으로 다각화하고 있습니다. 특수 마커를 사용하여 글씨를 쓰며 천으로 지울 수 있습니다. 분필 먼지는 인간의 건강에 위험하고 민감한 전자 및 컴퓨터 장비에 해로운 것으로 간주되기 때문에 특히 비즈니스 환경에서 표준 칠판을 대체하고 있습니다.
제조공정
배경 청진기는 신체에서 생성되는 소리, 특히 심장과 폐에서 나오는 소리를 듣는 데 사용되는 의료 기기입니다. 대부분의 현대 청진기는 바이노럴입니다. 즉, 악기는 양쪽 귀에 사용하도록 만들어졌습니다. 청진기는 밸브에서 이어피스까지 이어지는 두 개의 유연한 고무 튜브로 구성됩니다. 밸브는 또한 낮은 소리를 픽업하기 위한 종 모양의 부분 또는 높은 주파수를 위한 평평한 디스크가 될 수 있는 체스트피스에 튜브를 연결합니다. 청진기는 주로 심장 잡음, 불규칙한 심장 박동 또는 비정상적인 심장 소리를 감지하는 데 사용됩니다. 또한 폐벽에서
배경 트럼펫은 컵 모양의 마우스피스에 대고 입술을 진동시켜 강력한 음색을 내는 금관악기입니다. 트럼펫은 종 모양으로 퍼지는 기본 직사각형 루프 모양의 원통형 튜브로 구성됩니다. 현대의 트럼펫에는 3개의 피스톤 밸브와 톤을 조정하는 튜닝 슬라이드 역할을 하는 작은 2차 튜빙도 있습니다. 오늘날 연주되는 거의 모든 트럼펫은 B 플랫입니다. 트럼펫을 불 때 자연스럽게 연주되는 음색입니다. 그것들은 중간 C 아래에서 F-샤프에서 위로 2.5 옥타브(B에서 끝남) 사이의 범위를 가지며 다른 금관 악기보다 비교적 연주하기 쉽습니다. 최