

제조공정

산업 제조
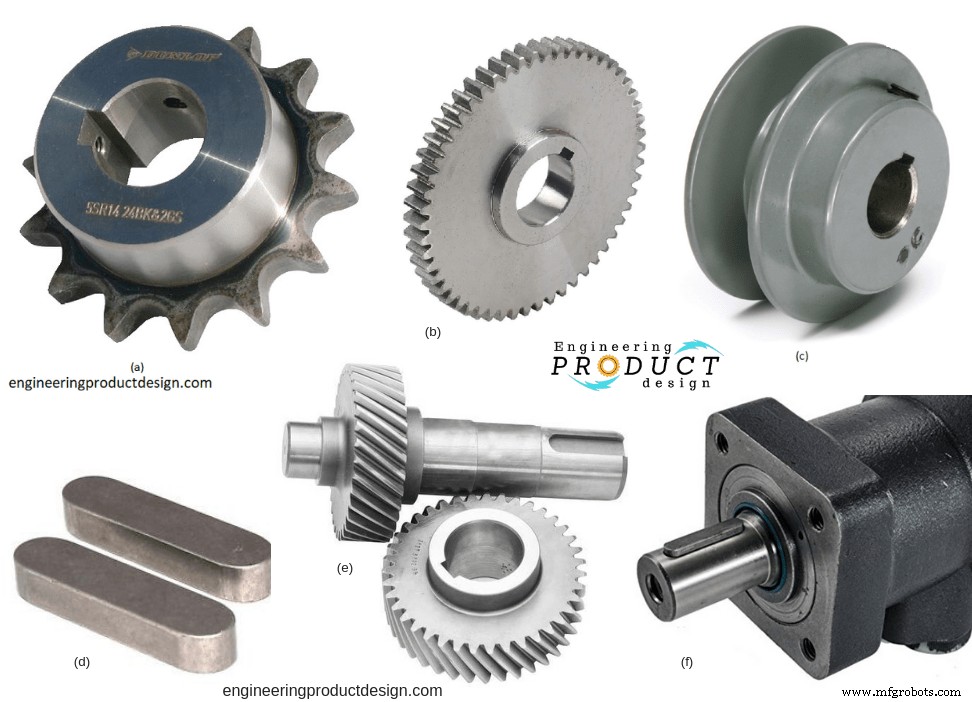
키와 키 홈이 키 조인트를 구성합니다. 동력 전달 샤프트와 부착된 부품 사이의 상대적인 움직임을 방지하기 위해 허브와 샤프트를 고정합니다. 예를 들어 기어 드라이브, 풀리 또는 스프로킷은 키를 사용하여 동력 전달 샤프트에 단단히 연결됩니다(그림 1).
키 조인트는 기계적 동력 전달의 중요한 부분입니다. 요소 샤프트 및 커플 링, 여기서 연결이 미끄러지지 않고 설계의 정확도 요구 사항 내에서 부하, 동력 및 회전을 전달하도록 합니다.
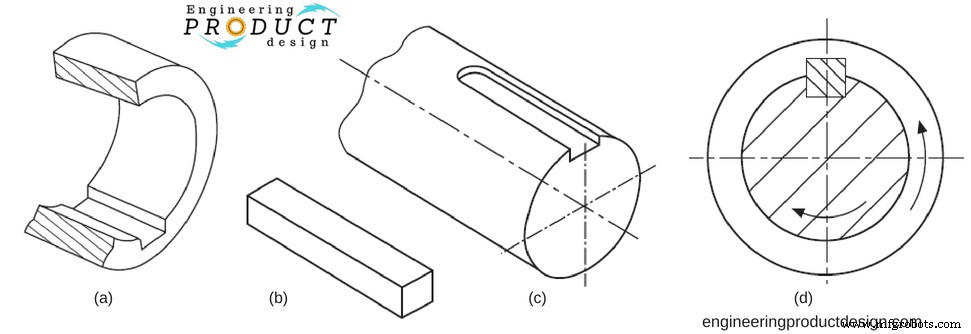
키 일반적으로 강철로 만들어지며 상대적인 움직임을 방지하기 위해 축 방향으로 샤프트와 구성 요소의 허브 사이에 삽입되거나 장착됩니다. 키시트 샤프트의 홈이며 Keyway 허브의 홈으로 키를 받아 구성 요소를 단단히 잠급니다. 일반적으로 키시트라는 용어는 업계에서 두 홈을 모두 지칭하기 때문에 거의 사용되지 않습니다(그림 2).
샤프트 및 허브 키홈은 종종 키 시트 기계에서 절단되지만 브로칭, 밀링, 쉐이핑, 슬롯 EDM을 사용하여 만들 수도 있습니다.
스플라인, 플렉시블 커플링, 테이퍼 조인트 등과 같은 고정 요소도 사용됩니다. 전력 전송이 매우 낮은 경우 고정 나사 및 핀도 사용할 수 있습니다. 고정 나사 또는 경우에 따라 키 조인트를 사용해야 하는 경우에는 서클립 및 고정 링과 같은 축방향 구속 방법이 있어야 합니다.
샤프트 키 사용에는 다양한 장단점이 있으므로 키 조인트의 적합성을 평가하려면 전체 설계의 세부 사항을 적절히 고려해야 합니다.
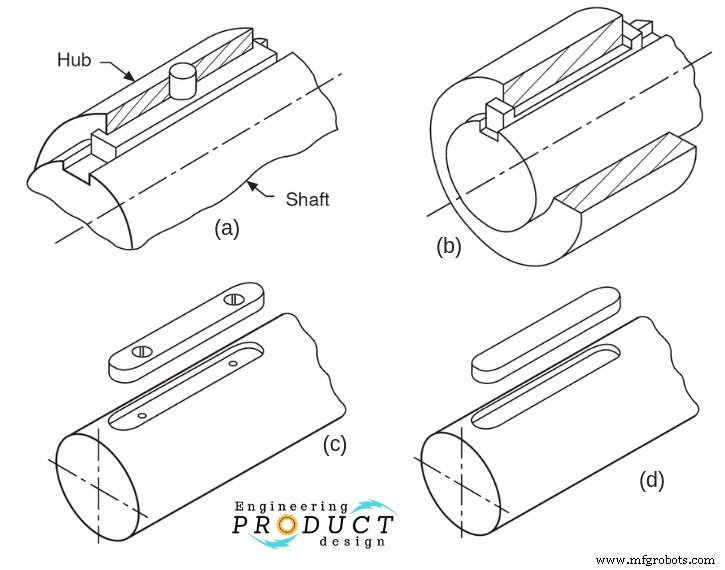
샤프트 키는 다양한 유형과 모양으로 제공되며 하위 카테고리와 함께 다음 4가지 카테고리로 나눌 수 있습니다. (그림 3)

위의 종류의 열쇠 중 Parallel square key와 woodruff key는 사용이 간편하고 비용이 많이 든다는 점에서 아마 많이 사용되는 열쇠일 것입니다.
이중 키 – 제조 공차로 인해 이중 맞춤을 방지하기 위해 하나의 평행 키만 사용되지만 이중 키 입니다 때때로 매우 높은 빈도의 부하에 사용됩니다. 이것은 재료가 연성인 경우에만 고려되어야 합니다. 이를 위해 계산은 1.5개의 병렬 키를 기반으로 해야 합니다.
싱크 키는 키의 측면에서 측정되는 두께의 절반만큼 샤프트에 가라앉혀 있습니다. 샤프트를 통과하는 중심선을 따르지 않습니다. (그림 4 &5)
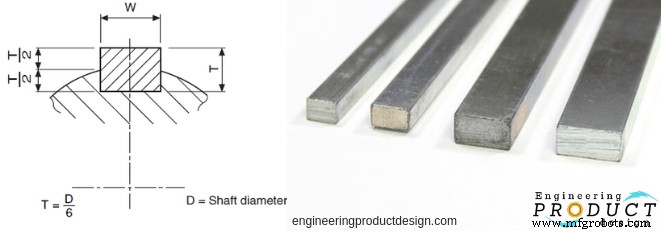
직사각형 키 그림과 같이 높이보다 넓으며 때로는 플랫 키라고도 합니다. 이들은 직경이 최대 약 500mm 또는 20인치인 샤프트에 사용됩니다. 추가 키 너비를 사용하면 깊이를 늘리지 않고도 더 큰 토크를 전달할 수 있습니다. 깊이가 증가하면 유효 샤프트 단면적의 감소로 인해 샤프트가 약해집니다.
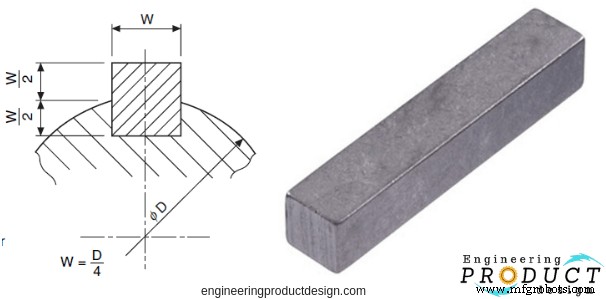
사각형 키 이름에서 알 수 있듯이 정사각형 단면 키이며 일반적으로 최대 약 25mm 또는 1인치의 샤프트용으로 지정됩니다. 직사각형 키에 비해 더 깊은 키 깊이가 필요한 경우 더 큰 샤프트에 사용할 수 있습니다. 깊이가 증가하면 유효 샤프트 단면적의 감소로 인해 샤프트가 약해집니다.
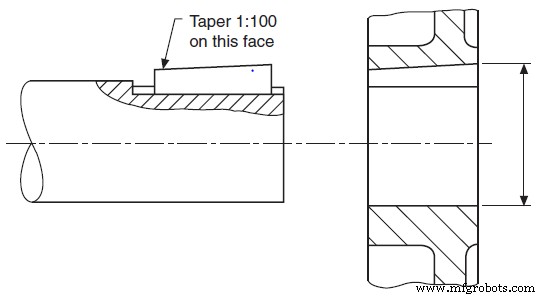
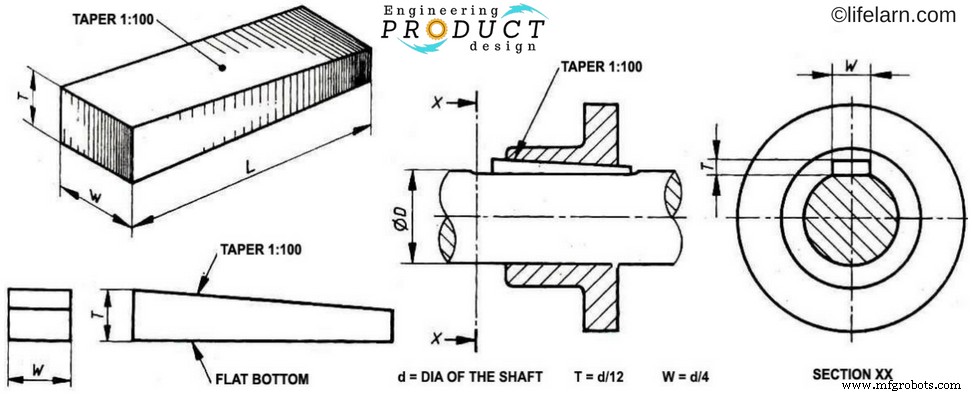
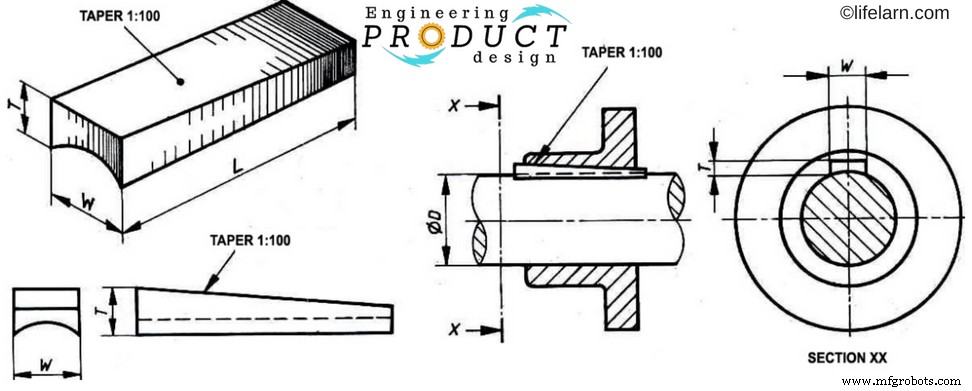
정사각형 및 직사각형 키는 그림 6과 같이 키 길이를 따라 1/100의 테이퍼를 가질 수 있습니다.
평행 매몰 키는 직사각형 또는 정사각형 단면일 수 있지만 테이퍼는 없습니다. 이러한 키는 저렴하고 쉽게 사용할 수 있습니다. 설치가 가장 쉬운 것 중 하나입니다. 그러나 키는 허브를 통해 고정 나사로 이상적으로 고정되어야 합니다. 진동이나 회전 방향 반전으로 인해 종종 키가 밀리기 때문입니다.

이러한 키는 일반적으로 샤프트 키 홈의 바닥과 키 조인트의 측면에 단단히 고정되어 허브 키 홈의 상단에 여유 공간을 남깁니다.
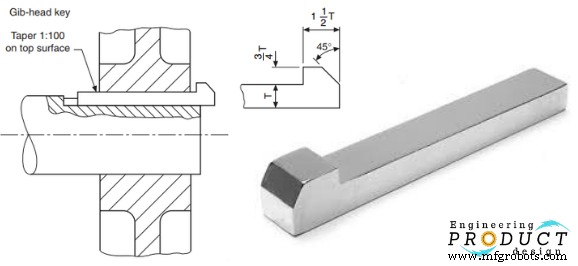
Gib 헤드온 싱크 키가 추가되어 쉽게 제거할 수 있습니다. 그림 8에서 볼 수 있듯이 Gib head sunk key는 일반적으로 상단 표면에 테이퍼가 있는 직사각형 또는 정사각형 키로서 단단히 고정되도록 합니다.
깃털 키는 샤프트나 허브에 부착되어 상대적인 축 방향 이동을 허용합니다. 그림과 같이 3개의 주요 깃털 열쇠가 있습니다. 양방향 , 페그 깃털 및 깃털 키 . 이렇게 하면 평행한 반대 면을 가진 샤프트와 허브 사이에 동력 전달이 가능하고 동시에 미끄러질 수 있습니다.
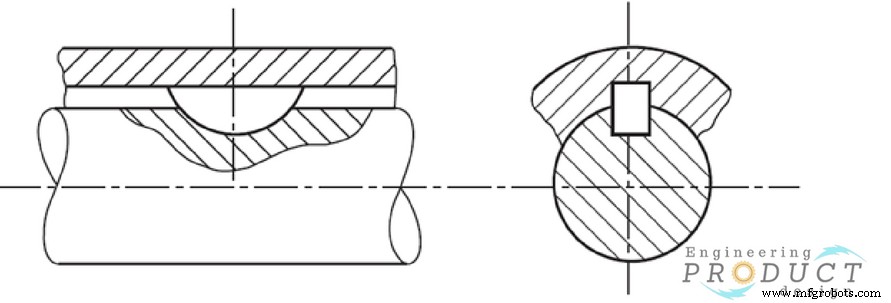
Woodruff 키는 반원형 디스크이며 woodruff keyway 커터로 가공된 샤프트의 원형 홈에 맞습니다. 이 우드러프 키는 주로 직경이 ¼” ~ 2½”(6mm ~ 60mm)인 공작 기계 및 자동차 샤프트에 사용됩니다. Woodruff 키는 긴 평행 키와 동일한 하중을 전달할 수 없습니다.

Woodruff 키의 장점은 허브 키홈의 모든 테이퍼를 수용할 수 있다는 것입니다. 캡티브와 깊이는 키가 뒤집히는 것을 방지합니다.
우드러프 키의 단점 또는 단점은 키 홈의 깊이가 샤프트를 약하게 하고, 깃털 키로 사용할 수 없고, 설치가 어렵고 짧고, 너무 많은 하중을 전달할 수 없다는 것입니다.
매몰 키와 비교할 때 안장 키는 샤프트와 허브에 매몰되지 않고 허브에만 매몰됩니다. 그들은 샤프트의 평면 또는 원주에 앉습니다. 동력 전달은 샤프트와 키 사이의 마찰을 통해 이루어집니다. 아래 그림과 같이 Saddle 키를 Flat Saddle로 세분화할 수 있습니다. 및 중공 안장 키 샤프트를 따라 미끄러지는 것을 방지하기 위해 가벼운 하중에만 적합합니다.
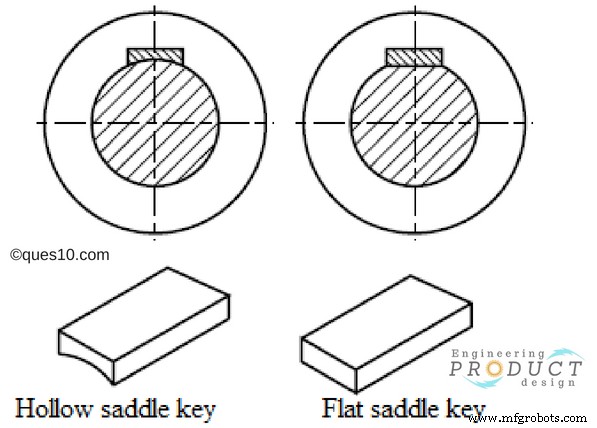
납작한 안장 키 그림 13과 같이 위쪽이 가늘어지고 아래쪽이 평평합니다. 키는 샤프트의 평평한 면을 아래로 누르는 테이퍼진 허브 키홈에 맞습니다.
중공 안장 키 그림 14와 같이 위쪽이 가늘어지고 아래쪽이 구부러집니다. 키는 테이퍼진 허브 키홈에 맞고 샤프트의 곡선 원주 표면에서 아래로 눌립니다.
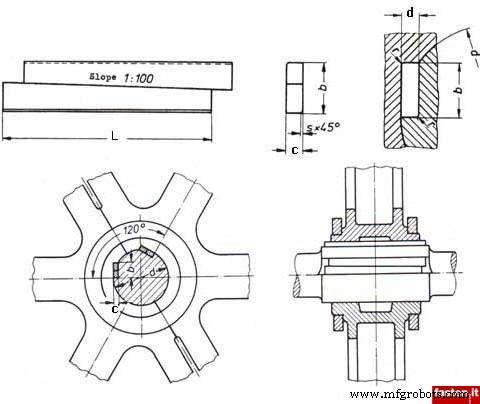
접선 키는 그림 15와 같이 직각으로 한 쌍으로 장착되며 접선 키는 한 방향으로만 비틀림을 견뎌냅니다. 대형 고하중 샤프트에 사용됩니다.
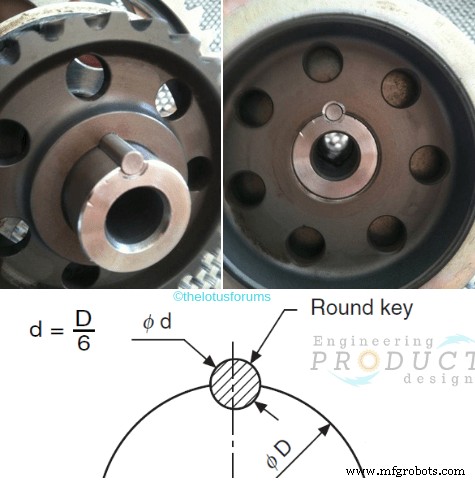
원형 키는 단면이 원형이며 부분적으로는 샤프트에, 부분적으로는 허브에 뚫린 구멍에 맞습니다. 짝을 이루는 부품을 조립한 후 키 홈을 뚫고 구멍을 뚫을 수 있으므로 제조가 용이하다는 장점이 있습니다. 원형 키는 일반적으로 저전력 드라이브에 가장 적합한 것으로 간주됩니다.
샤프트 키 선택은 키 조인트의 조기 파손을 방지하는 데 중요합니다. 샤프트 키에 대한 전단 및 압축 응력을 모두 계산하는 방법을 이해하려면 "샤프트 키 선택 및 샤프트 키홈 설계 가이드"를 읽으십시오. 이 기사는 또한 키 조인트의 실시예 설계 중에 고려해야 할 키 재료, 하중 유형, 올바른 맞춤 등과 같은 중요한 요소에 대해 논의합니다.
BS 4235-1:1972에 따라 평행 키 및 우드러프 키에 대한 미터법 키홈의 표 치수 및 허용 오차를 참조하십시오. 키홈 크기 공차 및 키홈 깊이 크기와 함께 일부 표준은 권장 키 크기, 샤프트 직경에 따른 키홈 깊이에 대한 정보도 제공합니다.
제조공정
레이저 용접이란 무엇입니까? 레이저 빔 용접(LBW)은 레이저를 사용하여 금속 또는 열가소성 플라스틱 조각을 접합하는 데 사용되는 용접 기술입니다. 빔은 집중된 열원을 제공하여 좁고 깊은 용접 및 높은 용접 속도를 허용합니다. 열쇠 구멍 또는 침투 모드 용접을 기반으로 합니다. 레이저 용접은 전도 제한 용접과 열쇠 구멍 용접의 두 가지 근본적으로 다른 모드에서 작동합니다. 레이저 빔이 용접하는 재료와 상호 작용하는 모드는 작업물에 닿는 빔의 출력 밀도에 따라 달라집니다. 이 프로세스는 자동차 산업에서와 같이 자동화를 사용하는
오늘날 용사 코팅은 다양한 산업 분야에서 활용되고 있습니다. 이러한 코팅은 플라즈마 또는 산소 연료 연소에 노출되는 와이어 및 용융 분말로 구성됩니다. 분무 장치의 불이 가열된 혼합물에 전원을 공급하고 금속에 분무된 후에는 혼합물이 단단한 코팅을 유지합니다. 열 분무 코팅은 항공기, 건물 및 기타 구조물을 극한의 온도, 화학 물질 또는 습도 및 비와 같은 환경 조건으로부터 보호하는 것을 포함할 수 있는 다양한 유용한 응용 분야에서 사용됩니다. 이 기사에서 우리는 용사란 무엇이며 어떻게 하는지, 그 적용과 이점에 대해 논의할 것입니