

CNC 기계

산업 제조
공구 진입은 커터에게 가장 힘든 작업 중 하나이기 때문에 성공적인 가공에 중추적인 역할을 합니다. 도구나 작업에 적합하지 않은 방식으로 부품을 입력하면 부품이 손상되거나 매장 리소스가 고갈될 수 있습니다. 아래에서 가장 일반적인 부품 입력 방법과 성공적으로 수행하는 방법에 대한 팁을 살펴보겠습니다.
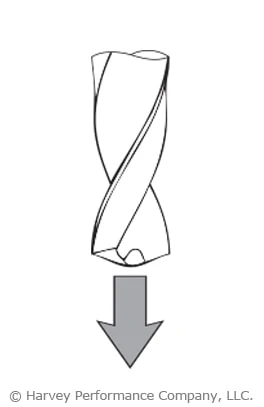
<시간>전체 포켓 깊이(엔드밀 직경보다 5-10% 더 큼)까지 구멍을 미리 드릴링하는 것은 엔드밀을 포켓에 떨어뜨리는 가장 안전한 방법입니다. 이 방법은 최종 작업 남용과 조기 도구 마모를 최소화합니다.
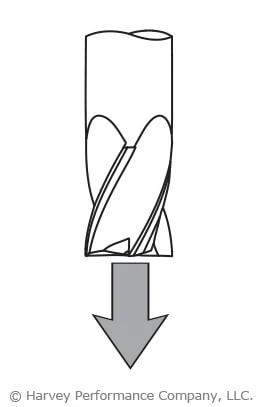
헬리컬 보간은 철 재료를 사용하여 공구를 삽입할 때 매우 일반적이고 안전한 방법입니다. 이 작업 중에 코너 반경 엔드밀을 사용하면 공구 마모가 감소하고 코너 파손이 줄어듭니다. 이 방법에서는 커터 직경의 110-120%보다 큰 프로그래밍된 나선 직경을 사용합니다.
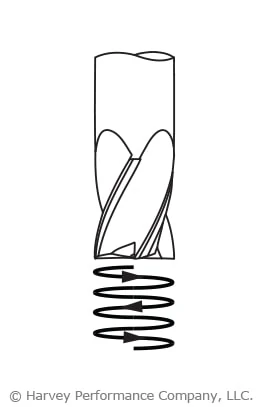
이러한 유형의 작업은 매우 성공적일 수 있지만 커터가 견뎌야 하는 다양한 비틀림 힘이 발생합니다. 적절한 칩 배출을 위한 공간과 마찬가지로 강력한 코어가 이 방법의 핵심입니다. 절단 부분을 강화하는 모서리 반경이 있는 도구를 사용하면 도움이 됩니다.
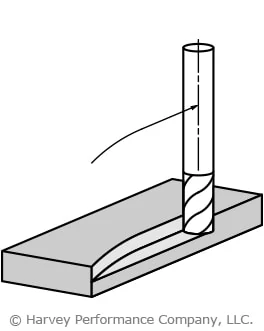
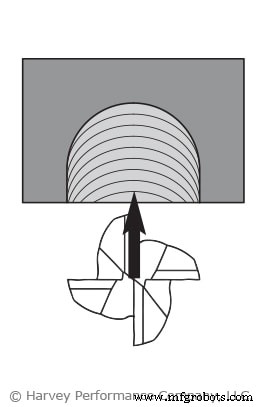
권장 시작 램프 각도:
경질/철 재료:1°-3°
연질/비철 재료:3°-10°
이 인기 있는 도구 입력 방법에 대한 자세한 내용은 성공을 위한 도약을 참조하십시오.
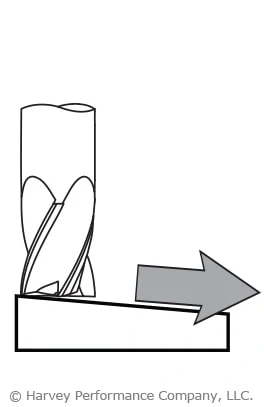
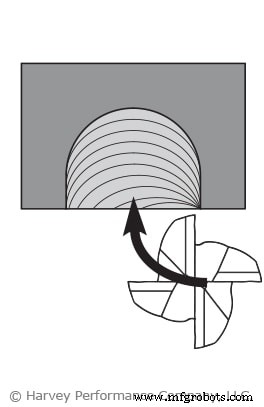
<시간>이 도구 입력 방법은 방법과 이점 모두에서 램핑과 유사합니다. 그러나 램프가 위쪽에서 부품으로 들어가는 동안 호는 측면에서 발생합니다. 엔드밀은 밀링 시 곡선형 공구 경로 또는 호를 따르므로 공구가 부품에 들어갈 때 공구에 가해지는 하중이 점차 증가합니다. 또한 공구에 가해지는 하중은 공구가 부품을 빠져나갈 때 감소하므로 충격 하중과 공구 파손을 방지하는 데 도움이 됩니다.
이것은 부품을 입력하는 일반적이지만 종종 문제가 되는 방법입니다. 부품에 직선으로 빠지면 공구가 쉽게 파손될 수 있습니다. 그러나 이 가공 방법을 선택하는 경우 가공 성공의 최상의 기회를 위해 특정 기준을 충족해야 합니다. 엔드 밀링은 칩 배출을 극도로 어렵게 만드는 평평한 진입점을 포함하므로 공구는 중심 절삭이어야 합니다. 그러나 드릴 비트는 직선 절입용이므로 이러한 유형의 작업에 사용해야 합니다.
부품으로의 직선 진입은 직선 플런지와 마찬가지로 커터에 부담을 줍니다. 커터가 완전히 맞물릴 때까지 진입 시 이송 속도는 이 작업 중에 최소 50% 감소하는 것이 좋습니다.
컷으로 롤링하면 커터가 완전히 맞물리면서 자연스럽게 적절한 칩 두께를 얻을 수 있습니다. 이 시나리오에서 이송 속도는 50% 감소해야 합니다.
CNC 기계
실제 생산을 시작으로 이 기사에서는 CNC 가공 공정의 일반적인 문제와 개선 방법을 요약하고 다양한 응용 분야에서 속도, 이송 속도 및 절삭 깊이의 3가지 중요한 요소를 선택하는 방법을 참고할 수 있도록 요약합니다. 공작물이 오버컷됨 R 이유 s : 나이프를 바운스합니다. 도구 강도가 너무 길거나 작지 않아 도구가 바운스됩니다. 운영자의 부적절한 조작 불균일한 절단 여유(예:곡면 측면 0.5, 하단 0.15) 잘못된 절단 매개변수(예:허용 오차가 너무 큼, SF 설정이 너무 빠름 등) 개선사항 칼 사용의 원칙:
가공 정확도는 가공 후 부품의 실제 기하학적 매개변수(크기, 모양 및 위치)가 도면에 지정된 이상적인 기하학적 매개변수와 일치하는 정도를 나타냅니다. 이 일치도가 높을수록 처리 정확도가 높아집니다. 오늘 우리는 다음 3가지 측면에서 논의할 것입니다: 부품의 치수 정확도를 얻는 방법 형상 정확도를 얻는 방법 위치 정확도를 얻는 방법 부품의 치수 정확도를 얻는 방법 (1) 시험 절단 방법 즉, 먼저 가공된 표면의 작은 부분을 잘라내고 테스트 컷의 크기를 측정하고 가공 요구 사항에 따라 공작물에 대한 도구의 절삭 날 위치를 조