

제조공정

산업 제조
<시간 />
속도계는 일반적으로 합리적인 속도를 유지하기 위해 차량의 주행 속도를 측정하는 데 사용되는 장치입니다. 그 개발과 자동차의 표준 기능으로의 궁극적인 지위는 법적 속도 제한의 시행으로 이어졌습니다. 이 개념은 말이 없는 마차가 시작될 때부터 시행되어 왔지만 일반 대중은 대체로 무시해 왔습니다. 오늘날에는 속도계가 손상되지 않은 자동차는 없습니다. 그것은 차량의 조종석에 고정되어 있으며 일반적으로 총 이동 거리를 기록하는 데 사용되는 메커니즘인 주행 거리계와 하우징을 공유합니다. 자동차 속도계의 두 가지 기본 유형인 기계 및 전자가 현재 생산되고 있습니다.
여행 데이터를 기록하는 개념은 차량의 개념만큼 오래되었습니다. 초기 로마인들은 병거의 바퀴에 표시를 하고 회전 수를 세어 이동 거리와 평균 일일 속도를 추정했습니다. 11세기에 중국 발명가들은 기어 트레인과 일정 거리 후에 북을 치게 되는 움직이는 암을 포함하는 메커니즘을 고안했습니다. 해상 속도 데이터는 1500년대에 칩 로그(chip log)라는 발명품에 의해 기록되었습니다. 이 선은 일정한 간격으로 매듭을 짓고 물에 끌릴 수 있도록 가중치를 부여했습니다. 정해진 시간에 나오는 매듭의 수는 선박의 속도를 결정하므로 항해 용어 "노트"는 오늘날에도 여전히 적용됩니다.
회전축 속도 표시기에 대한 최초의 특허는 1916년 발명가인 Nikola Tesla에게 발행되었습니다. 그러나 그 당시 속도계는 이미 몇 년 동안 생산되고 있었습니다. 자동차용 최초의 속도계 개발은 종종 Warner Electric Company의 설립자인 A. P. Warner에 의해 이루어집니다. 세기의 전환기에 그는 산업용 절삭 공구의 속도를 측정하는 데 사용되는 컷 미터라는 메커니즘을 발명했습니다. 컷 미터가 자동차에 적용될 수 있다는 것을 깨달은 그는 장치를 수정하고 자신의 속도계를 일반 대중에게 제공하기 위해 대규모 판촉 캠페인에 착수했습니다. 당시 경쟁 소스에서 여러 속도 표시기 개념을 도입했지만 Warner의 디자인은 상당한 성공을 거두었습니다. 제1차 세계 대전이 끝날 무렵, Warner Instrument Company는 자동차에 사용되는 속도계 10개 중 9개를 제조했습니다.
1901년에 출시된 Oldsmobile Curved Dash Runabout은 기계식 속도계가 장착된 최초의 자동차 라인이었습니다. 곧 캐딜락과 오버랜드가 뒤를 이었고 속도계는 새 자동차에 공장에서 설치되는 옵션으로 정기적으로 등장하기 시작했습니다. 이 시대의 속도계는 낮에는 읽기 어려웠고 하우징에 램프가 없었기 때문에 밤에는 거의 읽을 수 없었습니다. 초기 모델의 구동 케이블은 변속기의 앞바퀴나 후면에 부착되었지만 구동 케이블을 변속기 하우징에 통합하는 작업은 앞으로 20년 동안은 일어나지 않을 것입니다. 이러한 개선이 이루어진 후 속도계의 기본 기술 설계는 1980년대 초 전자 속도계가 등장할 때까지 그대로 유지되었습니다.
속도계 생산에 사용되는 재료는 게이지 유형 및 의도된 용도에 따라 다릅니다. 이전 기계 모델은 완전히 강철 및 기타 금속 합금으로 구성되었지만, 나중에는 기계 속도계 부품의 약 40%가 다양한 플라스틱 폴리머로 성형되었습니다. 최신 전자 모델은 거의 전적으로 플라스틱으로 만들어지며 설계 엔지니어는 사용되는 폴리머를 지속적으로 업그레이드합니다. 예를 들어 속도계의 본체 케이스는 일반적으로 나일론으로 만들어지지만 일부 제조업체에서는 이제 더 방수성인 PBT(폴리부틸렌 테레프탈레이트) 폴리에스터를 사용합니다. 속도계의 기어 트레인과 스핀들과 마찬가지로 웜 드라이브와 마그넷 샤프트도 나일론입니다. 최근의 유리 디스플레이 렌즈는 이제 열, 습기 및 충격에 강한 강하고 유연한 플라스틱인 투명 폴리카보네이트로 만들어졌습니다.
기계식 속도계에서 회전 케이블은 자동차 변속기의 기어 세트에 연결됩니다. 이 케이블은 차량의 속도에 비례하는 속도로 회전하는 속도계 어셈블리의 영구 자석에 직접 연결됩니다. 자석이 회전함에 따라 알루미늄 링을 조작하여 회전하는 자기장과 같은 방향으로 당깁니다. 그러나 링의 움직임은 나선형 스프링에 의해 상쇄됩니다. 알루미늄 링에 부착된 포인터는 이 두 힘 사이의 균형을 표시하여 차량의 속도를 나타냅니다. 차량이 느려지면 알루미늄 링의 자기력이 줄어들고 스프링이 속도계의 포인터를 다시 0으로 당깁니다.
전자 속도계는 후기 모델 자동차에 거의 보편적으로 사용됩니다. 이 유형의 게이지에서는 변속기에 설치된 펄스 발생기(또는 회전 속도 발생기)가 차량의 속도를 측정합니다. 전기 또는 자기 펄스 신호를 통해 이를 통신하며, 전자 판독으로 변환되거나 기존의 자기 게이지 어셈블리를 조작하는 데 사용됩니다.
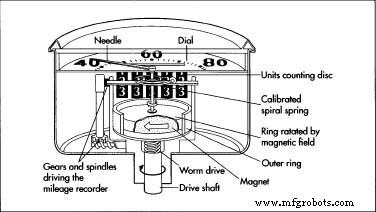 속도계의 내부 메커니즘. 하우징은 보호 케이스의 역할을 하며 다이얼면, 바늘 및 디스플레이 창과 같은 외부 기능을 부착하기 위한 플랫폼 역할도 합니다. 다시 말하지만, 이러한 프로세스는 대량 생산으로 인해 자동화가 필요하지만 제품 일관성을 검사하고 보장하기 위해 모든 단계에서 사람의 노력이 필요합니다.
속도계의 내부 메커니즘. 하우징은 보호 케이스의 역할을 하며 다이얼면, 바늘 및 디스플레이 창과 같은 외부 기능을 부착하기 위한 플랫폼 역할도 합니다. 다시 말하지만, 이러한 프로세스는 대량 생산으로 인해 자동화가 필요하지만 제품 일관성을 검사하고 보장하기 위해 모든 단계에서 사람의 노력이 필요합니다. 아마도 가장 직접적인 품질 관리 방법은 교정 프로세스일 것입니다. 자동차 부품 제조업체는 ISO(International Organization for Standardization)에서 개발한 측정 표준에 따라 작업하므로 게이지 제조업체 간의 보편적인 지침이 사용됩니다. 사내 품질 보증팀은 각 신제품이 조립 라인으로 이동하기 전에 사양을 개발하고 동일한 팀이 나중에 해당 지침이 공장 현장에서 준수되는지 보고합니다. 점진적 조립 단계에는 자동화가 원활하게 작동하는지 확인하기 위해 공장 직원이 검사하는 것도 포함됩니다.
게이지 제조로 인한 부산물이 없습니다. 폐기물에는 고철과 플라스틱이 포함되며, 그 중 일부는 나중에 생산할 때 재사용할 수 있습니다. 관련된 원자재가 공장 밖에서 준비되기 때문에 제조 과정에서 상당한 양의 유해 산업 폐기물이 발생하지 않습니다. 공장 자동화로 인한 배출은 정부 규제를 받고 환경 보호 단체에서 조사합니다.
디자인 회사는 현재 운전자가 아래를 내려다보고 속도를 측정하는 데 필요한 산만함의 순간을 없애기 위해 속도계 판독의 개선을 실험하고 있습니다. 앞유리에 투영된 디지털 판독값은 다음 개발 단계로 보입니다. 이 속도계의 일부 프로토타입은 실제로 판독값이 엔진 후드 위에 떠 있는 것처럼 보이게 합니다. 이러한 유형의 디스플레이는 스티어링 휠에서 몇 피트 떨어진 것처럼 보이기 때문에 운전자는 도로에서 눈을 떼지 않고도 속도를 지속적으로 모니터링할 수 있습니다. 이 시스템에 사용되는 미러와 프로젝션 장치는 백미러와 거의 같은 방식으로 운전자의 위치에 맞게 조정할 수 있습니다. 또한 속도계 투영 시스템은 궁극적으로 탐색 도구와 통합되어 방향 정보가 게이지 판독값과 함께 표시될 수 있습니다.
Devaraj, Ganesh, et al. "속도계 보정 자동화." 평가 엔지니어링 웹 페이지. 2001년 12월.
"자기 센서를 사용하여 회전 속도계/속도계가 작동하는 방법." 수동. Stewart-Warner Co., 2001년 4월.
"전기 게이지가 어떻게 조합되는지." 수동. Stewart-Warner Co., 2001년 4월.
"주행 거리계의 작동 방식." Marshall Brain의 How Stuff Works. 2001년 12월.
"시간을 달리다." 교통 주제 전자 신문. 1998년 11월. 2001년 12월.
"속도계." 완전한 컴퓨터 소프트웨어 웹 페이지. 2001년 12월.
"떠다니는 속도계." Siemens.com 웹 페이지. 2001년 12월.
케이트 크레취만
제조공정
고속 가공(HSM 또는 HSC)은 1990년대에 빠르게 개발되어 적용된 고급 가공 기술입니다. 일반적으로 높은 스핀들 속도(10,000-100,000r/min) 및 높은 이송 속도(40m-180m/min)에서의 밀링 가공을 나타냅니다. 오늘은 다음과 같은 고속 가공 내용을 자세히 소개합니다. 고속 가공이란? 고속 가공의 역사 기존 처리 및 고속 처리 고속 가공의 특징 고속 가공 시 고려해야 할 요소 고속 가공 기술 고속 가공의 장점 고속 가공 응용 분야 고속 가공이란 고속 가공(HSM 또는 HSC)은 1990년대에
cnc 기계 피드 및 속도 오버라이드로 작업하는 동안 준수해야 하는 cnc 기계 속도 오버라이드 및 피드 오버라이드 제어 및 안전 지침에 대한 소개입니다. CNC 기계 속도 오버라이드/피드 오버라이드 소개 일반적으로 속도를 프로그래밍하고 이런 방식으로 이송합니다. N10 G97 S1000 G95 F0.3 CNC 기계 속도 오버라이드 및 피드 오버라이드 이제 이런저런 이유로 한동안 cnc 기계의 속도나 피드를 높이거나 낮추고 싶습니다. , 확실히 cnc 기계 프로그램을 변경하는 방법이 있지만 Feed Override 및 Sp