

제조공정

산업 제조
<시간 />
다리미는 옷의 주름을 잡아당기고 주름을 잡아주는 데 사용되는 가전 제품입니다. 다리미가 켜지면 소비자는 다리미판 위의 옷 위로 다리미를 옮깁니다. 열과 압력의 조합으로 주름이 제거됩니다.
철은 종종 무겁고 사용하기 어려운 금속으로 만들어진 단순한 물체(때로는 유리나 기타 재료로 만들어졌지만)에서 수백 년에 걸쳐 진화했습니다. 가열식 건조기가 발명되기 전에 다리미는 다른 용도로도 사용되었습니다. 뜨거운 다리미는 옷에 있는 기생충과 박테리아를 죽이고 곰팡이를 제거했습니다. 대부분의 현대식 다리미는 금속과 플라스틱으로 만들어지며 스팀, 온도 조절 및 자동 차단과 같은 많은 기능이 있습니다. 스팀은 옷의 주름을 제거하기 위한 추가적인 수단을 제공합니다.
주름을 제거하거나 옷을 다림질하기 위해 수천 년 동안 물건이 사용되었지만 대부분의 시간 동안 부유한 사람들만이 옷을 그렇게 취급했습니다. 그러한 도구를 사용하는 것은 힘들고 힘들기 때문에 부자들만이 일을 하기 위해 사람들(보통 노예나 하인)을 고용할 여유가 있었습니다. 기원전 400년경 <소> , 그리스인은 고퍼링 철을 사용하여 아마포 옷에 주름을 만들었습니다. 고퍼링 아이언은 사용하기 전에 가열된 롤링 핀 모양의 둥근 막대였습니다.
제국 시대의 로마인들은 현대의 철과 유사한 여러 도구를 가지고 있었습니다. 하나는 핸드 맹글이었습니다. 이 납작한 금속 노 또는 망치는 옷을 두드리는 데 사용되었습니다. 구타로 주름이 제거되었습니다. 또 다른 구현은 서론이었습니다. 이것은 나무로 만들어졌으며 와인 프레스와 다르지 않았습니다. 두 개의 평평한 무거운 판자가 나무로 만들어진 회전 나사 사이에 놓였습니다. 판자 사이에 린넨을 놓았고 회전식 나사에 의해 가해지는 압력이 증가하여 직물을 누르는 압력이 발생했습니다.
고대 중국인들은 또한 팬 아이언을 포함하여 몇 가지 원시 유형의 아이언을 가지고 있었습니다. 냄비 다리미는 큰 아이스크림 국자처럼 보였습니다. 이 다리미에는 평평한 바닥과 손잡이가 있는 개방형 수납 공간이 있었습니다. 구획에는 냄비 바닥을 가열하는 뜨거운 석탄이나 모래가 들어 있습니다. 주름을 없애기 위해 옷을 가로질러 움직였습니다.
서기 10세기경 스칸디나비아의 바이킹들은 초기에 유리로 만든 철을 사용했습니다. 바이킹은 주름을 다림질하기 위해 린넨 평활제라고 불리는 것을 사용했습니다. 버섯 모양의 스무더를 증기 근처에 올려 따뜻하게 하고 천을 문지릅니다.
현대 소비자들이 철로 인식하는 것이 1300년대에 유럽에서 처음 등장했습니다. 다리미는 금속 손잡이가 달린 평평한 철 조각으로 구성되었습니다. 쇠를 가열하기 위해 뜨거워질 때까지 불에 올려 놓거나 불 속에 두었습니다. 다리미로 옷을 눌렀을 때 패딩 홀더로 집었습니다. 그을음이 기구에서 완성된 의복으로 옮겨가지 않도록 의복과 다리미 사이에 얇은 천을 놓았다. 다리미는 너무 식어서 제 역할을 할 수 없을 때까지 사용되었습니다. 많은 사람들이 여러 대의 다리미를 소유하고 있었기 때문에 하나를 사용하는 동안 하나 이상을 데울 수 있었습니다.
대략 15세기에 아이언보다 개선된 제품이 도입되었습니다. 핫 박스(박스 아이언 또는 슬러그 아이언이라고도 함)는 중공으로 만들어졌습니다. 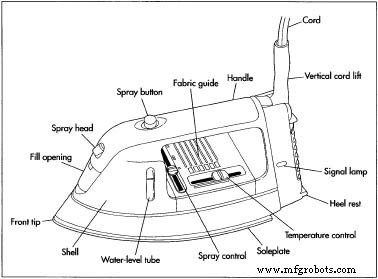 일반적인 다리미. 매끄러운 바닥과 손잡이가 있는 금속 상자. 내부에는 뜨거운 석탄, 벽돌, 슬러그(가열 금속 삽입물) 또는 기타 발열체가 배치되었습니다. 다리미는 옷을 더럽히지 않기 때문에 옷과 다리미 사이에 여분의 천이 필요하지 않았습니다. 다리미와 핫박스는 모두 수백 년 동안 사용되었습니다.
일반적인 다리미. 매끄러운 바닥과 손잡이가 있는 금속 상자. 내부에는 뜨거운 석탄, 벽돌, 슬러그(가열 금속 삽입물) 또는 기타 발열체가 배치되었습니다. 다리미는 옷을 더럽히지 않기 때문에 옷과 다리미 사이에 여분의 천이 필요하지 않았습니다. 다리미와 핫박스는 모두 수백 년 동안 사용되었습니다.
철 기술의 많은 혁신은 19세기에 이루어졌습니다. 주철이 19세기 초반에 발명되었을 때 다리미의 문제 중 일부가 해결되었습니다. 주철 스토브의 출현으로 다리미는 불보다 훨씬 깨끗한 그 위에서 가열될 수 있었습니다. 1820년대까지 주철은 다리미를 만드는 데도 사용되었습니다. 이 아이언은 무겁고 무게가 약 5.6kg이며 움직이기 어렵기 때문에 새드 아이언이라고 불렸습니다.
다리미와 마찬가지로 새드 아이언은 쿡탑에서 가열되지만 때로는 고르지 않게 가열됩니다. 손잡이도 뜨거워져 사용자에게 문제가 되었습니다. 1870년 미국의 Mary Potts는 이러한 곤경을 해결했습니다. 그녀는 판지 받침대를 만들고 그 위에 파리의 석고를 채웠습니다. 이것은 다리미의 몸체 주위에 배치되었고 더 균일한 가열을 위해 더 차갑게 유지되었습니다. Potts는 또한 스프링 분리 가능한 나무 손잡이를 고안했습니다. 슬픈 철을 위해 로드. 나무는 철과 같은 방식으로 열을 유지하지 않기 때문에 철을 사용하는 사람은 타지 않을 것입니다.
1800년대 후반에 미국 가정에서 가스를 사용할 수 있게 된 후 가스 다리미가 등장했습니다. 가장 초기의 것은 1874년에 특허를 받았습니다. 집에는 개별 가스 라인이 있었고 가스 철은 파이프로 가스 라인에 연결되었습니다. 철에는 가스가 흐르는 버너가 포함되어 있습니다. 성냥으로 버너에 불을 붙이면 인두가 뜨거워졌다. 다리미는 매우 뜨거웠고 가스가 새는 경우도 있었지만 가스 다리미는 슬픈 다리미보다 가볍습니다. 다른 연료를 공급하는 철이 곧 따랐다. 이 다리미는 기름, 휘발유, 파라핀 및 기타 연료로 가열되었습니다.
전기 다리미는 가정에서 전기를 사용할 수 있게 된 1880년대에 발명되었습니다. 최초의 전기 다리미는 1882년 Henry W. Seeley에 의해 특허되었습니다. 그의 다리미는 분리 가능한 전선으로 전원에 연결되었습니다. 전기는 다리미의 내부 코일을 자극했습니다. 그러나 Seeley의 다리미에는 많은 초기 전기 다리미와 마찬가지로 전기 코드가 없었습니다. 다리미는 스탠드에서 가열되었습니다. Seeley의 다리미의 한 가지 큰 문제는 스탠드에서 매우 느리게 가열되고 사용하는 동안 빠르게 냉각된다는 것입니다. 이 다리미는 자주 재가열해야 했습니다.
세기가 바뀔 무렵, 철 기술은 상당히 발전했고 철은 미국 가정에서 더 보편화되었습니다. 1903년에는 다리미에 전기 코드가 직접 부착된 다리미가 판매되었습니다. 얼 리처드슨(Earl Richardson)은 더 나은 다림질을 위해 열판을 가열하는 방법과 위치를 개선한 밑창(금속으로 만들어지고 실제 압착을 하는 다리미의 바닥 부분)을 발명했습니다. 그의 아이언은 중앙보다 팁에 더 많은 열이 있었고 핫포인트(Hotpoint)로 알려졌습니다.
1920년대 Joseph Myers는 순은으로 만든 자동 열 조절 장치를 추가하여 다리미와 코드를 개선했습니다. 온도 조절 장치는 곧 표준 기능이 되었습니다. 최초의 무선 다리미는 1922년에 출시되었지만 인기를 얻지는 못했습니다. (첫 번째 성공적인 무선 다리미는 1984년에 판매되었습니다).
1926년, 스팀 다리미는 Eldec Company에 의해 소개되었습니다. 스팀을 사용하면 건조하고 뻣뻣한 천을 더 쉽게 매끄럽게 만들 수 있습니다. 이전에는 사용자가 마른 옷에 물을 뿌리거나 젖었을 때 옷을 다림질해야 했습니다. 스팀 다리미는 가열된 수증기가 생성되어 열판의 작은 구멍을 통해 적용되도록 하는 물 탱크를 사용합니다. 스팀 다리미는 1940년대까지 대중화되지 않았습니다.
Edward Schreyer는 1938년에 밑창의 부식 문제를 해결했습니다. 그는 녹슬거나 새지 않는 알루미늄 합금을 개발했습니다. 1950년대에 스팀 또는 건식 다리미가 도입되었습니다. 자동 차단 기능이 있는 최초의 다리미는 1984년에 출시되었습니다.
컨템포러리 아이언은 1995년에 도입된 혁신 기술인 솔 플레이트에 논스틱 코팅이 되어 있습니다. 대부분의 바디는 플라스틱으로 제작되었으며 스팀이 통과할 수 있도록 솔 플레이트에 더 많은 구멍이 있습니다. 채찍은 사용 중에 코드를 방해하지 않도록 잡아줍니다. 1996년에 미국에서 다양한 기능을 가진 약 1300만~1400만 개의 아이언이 판매되었습니다.
다리미는 주로 플라스틱과 금속(알루미늄 및 강철)으로 만들어집니다. 재료는 종종 플라스틱 수지, 알루미늄 잉곳 및 강판의 형태로 공장에 제공됩니다. 금속은 밑창, 온도 조절 장치 및 기타 내부 메커니즘을 만드는 데 사용됩니다. 플라스틱은 물탱크뿐만 아니라 외관과 손잡이에도 사용됩니다. 온도 조절기, 코드, 플러그 및 관련 연결용 스프링과 같은 특정 구성 요소는 일반적으로 철 회사에서 아웃소싱합니다.
첫째, 철의 각 하위 조립품은 대부분 별도의 자동화된 생산 라인에서 생산됩니다. 그런 다음 철이 조립됩니다.
모든 부품이 제조되면 철은 자동화된 조립 라인에서 조립됩니다.
<울>제조 공정이 시작되기 전에 모든 원료의 일관성을 위해 샘플을 검사합니다. 다리미의 각 부분조립품이 제조될 때 부품이 올바른 기능을 하는지 확인합니다.
조립 과정에서 철은 생산 라인에서 제거되고 오류를 찾기 위해 독립적인 부서에서 분리됩니다. 실수로 인해 전체 아이언 배치가 검사되고 필요한 경우 수정됩니다. 제품이 조립된 후 작업자는 다리미의 전기적 기능과 물의 무결성도 확인합니다.
성형 공정에서 발생하는 초과 금속 또는 플라스틱은 가능한 경우 공정에서 재사용됩니다. 사용할 수 없는 것은 재활용됩니다.
아이언에서 가장 눈에 띄는 개선 사항은 아마도 솔 플레이트일 것입니다. 지퍼나 의복의 다른 돌출부로 인한 손상에 더 잘 견디고 직물 위로 끌리는 것을 줄이는 더 나은 코팅이 발명될 것입니다. 이러한 개선은 더 나은 합금 또는 더 나은 비점착 코팅의 형태일 수 있습니다. 열과 증기를 더 잘 제어하는 내부 메커니즘도 계속 발전할 것입니다.
제조공정
철광석 직접 환원을 위한 HYL 공정 HYL 공정은 고체 가스 이동층 반응기에서 환원 가스를 사용하여 철광석(펠렛/덩어리 광석)을 금속 철로 전환하도록 설계되었습니다. 철광석에서 산소(O2)는 수소(H2)와 일산화탄소(CO)를 기반으로 하는 화학 반응에 의해 제거되어 고도로 금속화된 DRI(직접환원철)/HBI(열간 연탄)를 생산합니다. HYL 프로세스는 현재 Energiron 상표로 판매되고 있습니다. 철광석의 직접 환원을 위한 HYL 공정은 1950년대 초 Hojalata y L.mina, S.A.(나중에 Hylsa로 알려짐
연성 철 주물에는 많은 장점이 있습니다. 구상 철 또는 구상 철이라고도 하는 연성 철은 실제로 고유한 미세 구조로 인해 높은 강도, 유연성, 내구성 및 탄성을 나타내는 철 그룹입니다. 주철은 일반적으로 3% 이상의 탄소를 함유합니다. 부러지지 않고 구부러지거나 비틀리거나 변형될 수 있습니다. 기계적 성질은 강철과 유사하며 표준 주철을 훨씬 능가합니다. 연성 철 주물 용융 연성 철이 금형의 빈 공간에 부어진 결과로 생긴 고체 금속 물체입니다. 연성 철은 이후 냉각되고 그것이 차지하는 공극의 형태로 응고됩니다. 연성 철이란 무엇