

CNC 기계

산업 제조
더브테일 커터는 부품에 사다리꼴 모양 또는 더브테일 홈을 생성하는 절단 도구입니다. 이러한 도구의 형태 때문에 긴 도구 수명과 우수한 결과를 얻으려면 특별한 고려가 필요합니다. 이것은 O-링 홈을 가공할 때 특히 사실입니다. 이 작업에서는 절삭을 시작하기 위해 공구를 부품에 떨어뜨려야 하기 때문입니다. 적절한 도구 삽입 방법을 사용하는 것, 특히 드롭 구멍 여유가 필요한 경우(필요하지 않은 경우)를 이해하는 것은 일반적인 도브테일 사고가 발생하지 않도록 하는 데 중요합니다.
O-링 홈이 있는 부품을 설계할 때 드롭 홀 여유를 고려하는 것이 중요한 첫 번째 단계입니다. 드롭 홀은 황삭/슬로팅 작업 중에 밀링된 중심에서 벗어난 홀입니다. 이 기능을 사용하면 훨씬 더 크고 더 단단한 도구를 사용할 수 있습니다. 커터를 더 이상 슬롯에 맞출 필요가 없고 커터 직경보다 직경이 더 큰 구멍에 끼워야 하기 때문입니다.
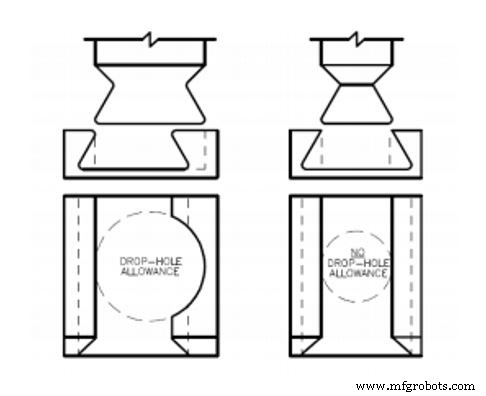
드롭 홀 여유가 없는 도구와 비교할 때 드롭 구멍 여유가 있는 도구는 넥 직경 대 커터 직경 비율이 훨씬 더 큽니다. 이로 인해 드롭 홀 공구가 훨씬 더 강력해져서 공구가 반경 방향으로 깊은 깊이를 절단하고 스텝 오버를 줄일 수 있습니다. 드롭 홀을 사용하면 더 강력한 도구를 사용할 수 있어 생산성이 향상되고 도구 수명이 향상됩니다.

측면당 최대 4개의 방사형 패스가 필요합니다.
드롭홀은 추가된 응력 집중점으로 인해 설계에서 허용되지 않는 경우가 있습니다. 드롭홀이 허용되지 않는 일반적인 예는 다음과 같습니다.
드롭 구멍 허용의 문제는 도구 삽입에 사용되는 추가 여유 공간이 씰에 취약한 부분을 생성할 수 있다는 것입니다. 이 부분은 특정 조건에서 손상될 수 있습니다. 궁극적으로 드롭홀 허용은 애플리케이션에서 허용하는지 확인하기 위해 고객의 승인이 필요합니다.

측면당 최대 20개의 방사형 패스가 필요합니다.
부품에 드롭 구멍을 추가할 때 씰 무결성을 최대화하려면 형상이 올바르게 배치되었는지 확인하는 것이 중요합니다. 아래 그림에 따라 드롭 구멍은 홈의 한 쪽만 영향을 받도록 홈의 중앙에서 떨어져 있어야 합니다.
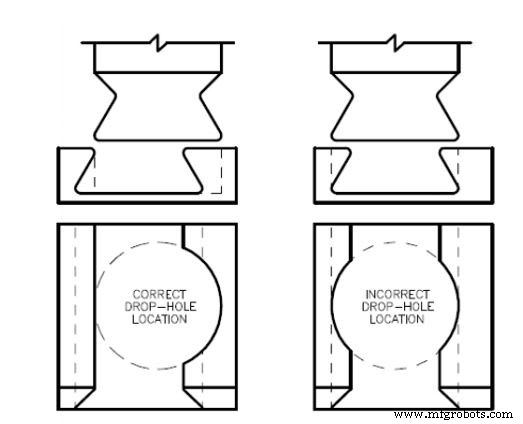
또한 드롭 홀 형상이 홈의 올바른 쪽에 놓이도록 해야 합니다. O-링은 압력 사이의 씰로 사용되기 때문에 고압 영역과 접하는 드롭 구멍을 갖는 것이 중요합니다. 압력이 높은 곳에서 낮은 곳으로 이동함에 따라 O-링이 완전히 지지된 면으로 강제되어 적절한 밀봉을 허용합니다(아래 이미지 참조).

CNC 기계
금속 굽힘의 과정은 판금이나 파이프(또는 임의의 판 형태)를 중심선을 중심으로 굽힘으로써 이루어지며, 그 반경은 고정되거나 가변적일 수 있습니다. 리벳과 막힌 구멍은 일반적으로 원주를 통해 뚫습니다. 이 작업의 세부 사항은 다양한 굽힘 도구를 사용하여 다양할 수 있습니다. 금속 굽힘이란 무엇입니까? 금속 굽힘은 금속을 소성 변형시켜 성형하는 과정입니다. 이것은 열, 냉기 또는 기계적 방법을 사용하여 수행할 수 있습니다. 굽힘은 직선 금속 스톡에서 곡선 또는 각진 모양을 만드는 데 자주 사용됩니다. 금속을 구부리는 데에는 여러
Haas CNC 기계는 여러 공구 오프셋과 공작물 오프셋을 보유할 수 있으므로 CNC 기계공은 CNC 프로그램에서 필요한 만큼 많은 공구 오프셋과 공작물 오프셋을 사용할 수 있습니다. Haas 공구 오프셋 및 공작물 오프셋 필터링 옵션 따라서 Haas에는 프로그램에서 사용하지 않는 모든 오프셋을 필터링하는 유용한 기능이 있습니다. 이 프로세스를 통해 CNC 기계공은 CNC 프로그램에서 실제로 사용되는 공구 및 공작물 오프셋만 쉽게 확인하고 변경할 수 있습니다. Haas 공구 오프셋 및 공작물 오프셋 필터링 옵션 Haas 오