높은 나선 각도와 낮은 나선 각도의 장점과 단점
많은 요인이 가공 작업의 결과에 영향을 미치지만 종종 간과되는 요인 중 하나는 절삭 공구의 나선 각도입니다. 도구의 나선 각도는 도구의 중심선과 절삭날을 따라 접하는 직선 사이에 형성된 각도로 측정됩니다.
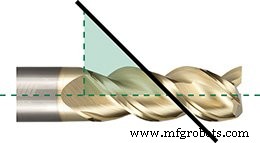
일반적으로 40° 이상인 더 높은 나선 각도는 도구 주위를 "더 빠르게" 감싸고 "느린" 나선 각도는 일반적으로 40° 미만입니다.
기계가공 작업을 위한 도구를 선택할 때 기계공은 종종 재료, 도구 치수 및 플루트 수를 고려합니다. 나선 각도는 효율적인 칩 배출, 더 나은 부품 조도, 연장된 공구 수명 및 단축된 사이클 시간에 기여하기 위해 고려해야 합니다.
나선 각도의 법칙
한 가지 일반적인 경험 법칙은 나선 각도가 증가함에 따라 절삭날을 따라 맞물리는 길이가 감소한다는 것입니다. 즉,
모든 가공 작업에 영향을 줄 수 있는 느리고 높은 나선 각도에는 많은 장점과 단점이 있습니다.
느린 나선 도구 <40°

혜택
- 강도 강화 – 코어가 클수록 변형에 저항할 수 있는 강력한 도구 또는 압력을 받으면 도구를 구부릴 수 있는 힘이 생성됩니다.
- 들기 감소 – 느린 나선은 덜 안전한 환경에서 작업대에서 들어올려지는 부분을 줄여줍니다.
- 더 큰 칩 배출 – 느린 나선 구조로 인해 도구가 재료를 잡아내는데 좋은 큰 칩을 생성할 수 있습니다.
단점
- 거친 마무리 – 느린 나선 엔드밀은 큰 칩을 필요로 하지만 때때로 칩을 배출하는 데 어려움을 겪을 수 있습니다. 이러한 비효율성으로 인해 하위 부품 마감이 나타날 수 있습니다.
- 저속 이송 속도 – 저속 나선 엔드밀의 반경 방향 힘이 증가하려면 엔드밀을 더 느린 이송 속도로 실행해야 합니다.
고나선 도구>40°

혜택
- 낮은 반경 방향 힘 – 더 나은 전단 작용으로 인해 도구가 더 조용하고 부드럽게 작동하며 얇은 벽 응용 분야에서 처짐이 적고 안정성이 높아집니다.
- 효율적인 칩 배출 – 헬릭스 각도가 증가함에 따라 절삭날 맞물림 길이가 감소하고 축방향 힘이 증가합니다. 이렇게 하면 칩이 밖으로 들어 올려져 칩이 효율적으로 배출됩니다.
- 향상된 부품 마감 – 더 낮은 반경 방향 힘으로 높은 나선 도구는 더 나은 전단 작용으로 재료를 훨씬 더 쉽게 절단할 수 있어 개선된 표면 조도를 남길 수 있습니다.
단점
- 약한 절단 이빨 – 나선이 높을수록 도구의 이빨이 더 얇아지기 때문에 더 얇아집니다.
- 변형 위험 – 높은 나선 도구의 톱니가 작을수록 편향 위험이 증가하거나 압력이 가해진 상태에서 도구가 구부러지는 힘이 증가합니다. 이것은 당신이 고나선형 도구를 푸시할 수 있는 속도를 제한합니다.
- 공구 고장 위험 증가 – 처짐이 제대로 관리되지 않으면 마감 품질이 떨어지고 공구 고장이 발생할 수 있습니다.
나선 각도:중요한 결정
요약하자면, 기계 기술자는 각 응용 분야에 맞는 도구를 선택할 때 많은 요소를 고려해야 합니다. 재료, 마감 요구 사항 및 허용 가능한 실행 시간 중에서 기계 기술자는 사용 중인 각 도구의 나선 각도도 고려해야 합니다. 저속 나선 엔드밀은 더 큰 칩 형성, 증가된 공구 강도 및 리프팅 힘 감소를 허용합니다. 그러나 우수한 마무리를 남기지 못할 수 있습니다. 고나선형 엔드밀은 효율적인 칩 배출과 우수한 부품 조도를 가능하게 하지만 처짐이 증가할 수 있으며 제대로 관리하지 않으면 공구 파손으로 이어질 수 있습니다.


