

CNC 기계

산업 제조
"최적화 CNC 프로그램" – 가공 프로그램을 완료하면 머리 속에서 들리는 명령입니다. 그리고 당신이 나 같으면 노예가되는 힘든 과정 일 수 있습니다. 일반적으로 약간 너무 많이, 상당한 개선에 추가되지 않는 변경에 많은 시간을 낭비합니다. 우리 모두 알다시피, 시간은 돈입니다. 그래서 저는 여러분의 프로그램을 개편하는 수고를 덜어주려고 노력할 것입니다. 다음은 DATRON 프로그램에 대한 빠르고 쉽고 효과적인 조정 목록입니다.
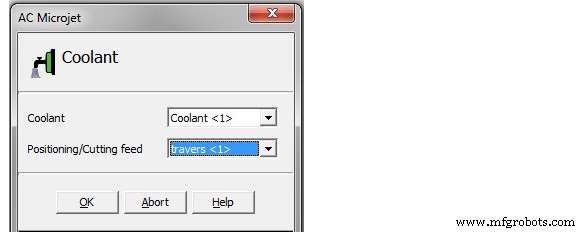
별 것 아닌 것 같지만 이 이득은 실제로 합산될 수 있습니다. 프로그램에서 절삭유를 사용하는 경우 포지셔닝/절단 이송 설정을 절단 <0>에서 트래버스<1>로 전환하는 것을 고려하십시오. 쉽게 인식하지 못할 수도 있지만 소프트웨어에 매우 짧은 체류 시간이 프로그래밍되어 있어 냉각수가 분사를 시작할 시간을 갖습니다. 이 명령의 변경은 위치 이동 사이에 냉각수가 분사되도록 하여 초기 드웰을 방지합니다. 이제 각 드웰은 1/10초만 지속할 수 있지만 프로그램에 200개의 리트랙트가 있는 경우 프로그램의 20초만 면도한 것이므로 아무 것도 아닙니다.
윤곽을 따라 절단하는 경우 방법 변경을 고려하십시오. 현재 깊이 절단을 하고 있다면 대신 램프를 사용해 보십시오. 램프는 도구를 원하는 양의 재료에 계속 맞물리게 하고(처음과 끝을 제외하고) 후퇴가 없습니다. 다시 한 번 귀하의 부품에 20개의 서로 다른 형상(피처당 10개의 후퇴)에 대한 200개의 후퇴 절단 윤곽이 있다고 가정해 보겠습니다. 램프를 사용하면 해당 숫자를 200에서 20(최종 철회)으로 낮추고 각 철회에 0.5초가 걸린다면 90초를 절약한 것입니다.
악마가 디테일에 있다면 작은 윤곽이 악마입니다. 복잡한 조각 또는 3D 윤곽선 작업을 수행하는 경우 모든 윤곽선을 밀접하게 따르기 위해 기계가 느려지는 것을 보았을 것입니다. 명령을 따랐을 뿐이지만, 윤곽에 대한 접착력이 조금 더 관대하다면 스무딩이 큰 차이를 만들 수 있습니다.
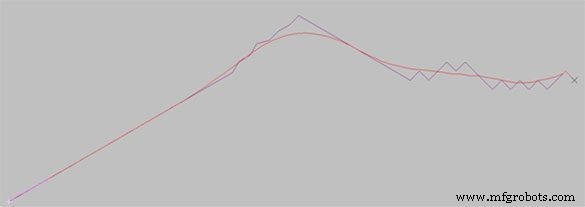
스무딩은 위의 그림(보라색)과 같이 들쭉날쭉한 형상을 취하고 윤곽에 호를 적용하여 부드럽고 연속적인 동작(빨간색)을 만듭니다. 이것은 표면 마감에 대한 이점이 있을 뿐만 아니라 기계가 벡터에 비해 호에서 거의 속도를 늦출 필요가 없기 때문에 시간을 많이 절약할 수 있습니다. 매크로에 코드를 작성하고 사전 설정 값(대부분의 경우 잘 작동함)을 편집하고 "이동" 버튼을 누르는 것만큼 쉽게 활용할 수 있습니다.
나는 이전에 역학과 속도 최적화 및 이상적인 표면 마무리를 위한 프로세스를 미세 조정하기 위해 이를 사용하여 얻을 수 있는 모든 이점에 대해 길게 이야기했는데 왜 다시 언급합니까? 쉽습니다. 다이내믹 설정은 사이클 시간을 줄이는 가장 쉬운 방법 중 하나이며, 스무딩과 함께 조정하면 훨씬 더 나은 결과를 얻을 수 있습니다. 스무딩 필터와 결합된 높은 다이내믹스 설정은 코너를 빠르게 회전하기 위해 최소한의 감속이 필요함을 의미하므로 사이클 시간을 더욱 단축할 수 있습니다.
이것은 일반적으로 금기 사항이지만 수납 높이를 0.5"에서 0.050"(또는 그 이하)로 변경하는 데 약 10초의 시간이 걸립니다. 리트랙트 높이를 최소화하면 리트랙트당 시간을 많이 절약할 수 없지만 큰 그림을 생각하십시오. 부품당 5초만 절약해도 연간 20,000개의 부품을 만든다면 기계 시간을 하루 이상 절약한 것입니다. 매초가 중요합니다.
당연한 것처럼 보이지만 특정 도구가 완료되면 프로그램에서 다시는 사용되지 않도록 작업을 체계적으로 유지하십시오. 때로는 이것이 불가피하지만 각 도구를 변경할 때마다 약 15초의 시간이 소요됩니다. 도구 변경을 줄이기 위해 조합 도구를 사용하는 것을 고려하십시오. 가장 중요한 것은 부품이 중첩되어 있는 경우 부품 단위가 아닌 순차적으로 도구를 사용하는 것입니다. 24개의 부품을 절단해야 하고 각 부품에 4개의 도구가 사용되는 경우 24분 동안 도구를 계속 교체하거나 1분 동안 모든 도구를 교체해야 합니다.
CNC 기계
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 5N2 $1M0X-54.8I205.Y-83.4J82.8N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I5N8 Z100RN9 X50Y-80RN10 Z2RN11 Z-10N12 G42K2N13 G13Y-70J0N14 G21I30N15 G13X90Y-70J45N16 G13X180Y0I12J-15N17 G20N18 G13J165N19 G13X80Y-15J205N20 G13J180N21 G13X50Y-10J135N22 G13J180N23 G21I-
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y