

CNC 기계

산업 제조
Fanuc G81 드릴링 사이클은 간단한 드릴링 작업에 사용되므로 다음은 G81 드릴링 사이클을 사용할 수 있는 방법을 보여주는 CNC 프로그램 예제입니다.
Fanuc G81 드릴링 사이클 예제 프로그램
N1 T1 M06 N2 G90 G54 G00 X.3 Y1.2 N3 S1200 M03 N4 G43 H01 Z1. M08 N5 G81 Z-.6 R.1 F10 N6 X1.2 Y.3 N7 G80 G00 Z1. M09 N8 G28 G91 Z0. M05 N9 M30
N1- 도구 번호 1로 도구 변경
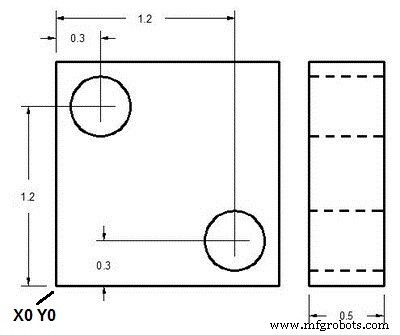
N2- 공구가 Zero-offset-no를 고려하면서 첫 번째 드릴링 위치 X0.3 Y1.2로 빠르게 이동합니다. 1
N3- 드릴이 1200rpm으로 시계 방향으로 회전하기 시작합니다.
N4- 드릴은 깊이 Z1을 사용합니다. 공구 길이 보정(G43 H01)을 고려하여 절삭유가 켜집니다.
N5- 드릴링 주기 매개변수, 드릴 깊이 및 절단 피드가 제공되며 이 명령으로 현재 위치(X0.3 Y1.2)에서 첫 번째 드릴이 수행됩니다.
N6- 드릴링 사이클이 계속됨에 따라 모든 축 이동과 함께 작동하므로 다음 드릴은 X1.2 Y0.3에서 수행됩니다.
N7- G80 명령으로 드릴링 사이클이 취소되고 절삭유가 꺼집니다.
N8- 이 구성 요소에 대한 작업이 완료되면 절삭 공구가 기준 위치로 이동하고 커터 회전이 중지됩니다.
N9- CNC 부품 프로그램이 종료되었습니다.
| 코드 | 설명 |
|---|---|
| 티 | 공구 번호 사용했습니다. |
| M06 | 공구 변경 명령. |
| G90 | 절대 프로그래밍 |
| G54 | 제로 오프셋 1번 |
| G00 | 빠른 트래버스 |
| S | 커터 속도 |
| M03 | 커터 시계 방향 회전 |
| G43 | 공구 길이 보정. |
| M08 | 냉각수 켜짐. |
| G81 | Fanuc 드릴링 사이클. |
| F | 피드 자르기. |
| G80 | 통조림 사이클 취소. |
| M09 | 냉각수 꺼짐. |
| G28 | 기준 위치로 돌아갑니다. |
| G91 | 증분 프로그래밍. |
| M05 | 커터 회전 정지. |
| M30 | 프로그램 시작으로 돌아가서 CNC 파트 프로그램 종료. |