

CNC 기계

산업 제조
대부분의 기계공은 CNC 드릴링에 익숙하지만 구멍을 만드는 일반적인 관행은 항상 리머를 사용하는 것이라는 사실을 알고 계셨습니까? 올바르게 완료되면 리밍은 정밀한 구멍을 생성하는 빠르고 매우 정확한 작업이 될 수 있습니다.
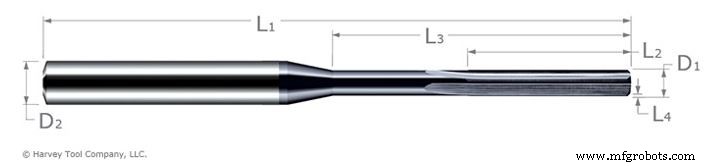
Harvey Tool Miniature Reamer와 그 중요한 치수를 조사함으로써 이 유용한 도구의 기능을 더 잘 이해할 수 있습니다. 위의 직선 플루트 리머 이미지에서 D1은 구멍에 사용할 특정 크기인 리머 직경을 나타냅니다. D2는 생크 직경을 가리킵니다. Harvey Tool에서 리머 섕크는 공구 강도, 강성 및 정확도를 유지하는 데 도움이 되도록 특대형입니다. 또한 섕크에는 h6 공차가 있어 열 수축 콜릿과 같은 고정밀 공구 홀더에 매우 중요합니다. 리머의 다른 중요한 치수로는 전체 길이(L1), 여백 길이(L2), 전체 리치(L3) 및 모따기 길이(L4)가 있습니다.
Harvey Tool은 미니어처 리머(Right Hand Spiral)도 제공합니다. 이 공구는 우수한 부품 마감을 남기고 막힌 구멍 가공에서 칩 배출을 돕도록 설계되었습니다.
정밀성을 제공하는 리머 – 앞서 언급했듯이 리머는 정밀 구멍 직경을 가공하는 데 적합합니다. 리머를 올바르게 사용하려면 먼저 최종 구멍 직경의 90%에서 94% 사이인 미리 드릴 구멍이 있어야 합니다. 예를 들어, 0.220인치의 완성된 구멍이 필요한 경우 미리 드릴된 구멍은 .1980인치와 .2068인치 사이에 있어야 합니다. 이렇게 하면 도구가 훌륭한 마무리를 남기기 위해 충분한 재료를 제거할 수 있지만 과도하게 작업하지 않아 잠재적으로 손상을 일으킬 수 있습니다. 코팅되지 않은 리머의 허용 오차는 +.0000″/-.0002″이고 AlTiN 코팅의 허용 오차는 +.0002″/-.0000″입니다. 이러한 허용 오차는 구멍이 정확한 사양을 충족할 것이라는 확신을 심어줍니다.
품질 CNC 마감 – 구멍에 높은 표면 조도가 필요한 경우 리머를 항상 사용하여 원하는 공차에 도달해야 합니다. 미리 천공된 구멍과 도구의 여백은 절단하는 동안 리머를 중앙에 유지하는 데 도움이 되어 더 나은 마무리로 이어집니다.

가공 생산 실행 최소화 – 기계 공장의 경우 일관성이 우선입니다. 이것은 생산 실행에서 특히 그렇습니다. 기계공이 마지막으로 보고 싶어하는 것은 이미 많은 작업을 수행한 부품의 대형 구멍입니다. 리머는 일관된 구멍 크기를 제공하여 공차 마감 마감을 방지하는 이점이 있음을 기억하십시오. 이러한 일관된 구멍은 귀중한 시간 절약과 스크랩 비용 절감으로 이어집니다.
CNC 가공 이국적인 합금: 인코넬, 티타늄 및 기타 고가 소재를 가공할 때 원하는 마감 사양을 충족하려면 구멍을 리밍하는 것이 중요합니다. 리머를 사용하면 기계 기술자가 공구 수명을 더 잘 예측할 수 있으므로 완성품이 향상되고 스크랩 비율이 줄어듭니다. Harvey Tool 리머는 AlTiN 코팅으로 제공되며 0.0080"에서 .0640"까지 0.0005" 단위로 완전히 채워져 있습니다.
CNC 기계
CNC 밀링 머신 설정 방법 CNC 밀링 머신 설정 방법이라는 질문에 답하기 전에 고려해야 할 많은 요소가 있습니다. 기계가 수직입니까, 수평입니까? 기계에는 몇 개의 축이 있습니까? 공구 포탑의 용량은 얼마입니까? 파트(작업물)를 어떻게 잡을 계획입니까? 또한와 같은 몇 가지 기본 머신 프랙티스를 알고 있다고 가정합니다. 엣지 파인더 사용 방법 기기 제어를 탐색하는 방법 기본 CNC 제어 명령에 대한 지식. LED 에지 파인더 CNC 밀링 머신 설정 방법 이제 모든 CNC 밀링 머신 설정 절차가 조금씩 다르지만
G 코드 GSK983M S/V 드릴링 및 밀링 CNC 시스템 G 코드 GSK983M G 코드 함수 G00 포지셔닝 G01 선형 보간 G02 원형 보간(CW) G03 원형 보간(CCW) G04 드웰 G05 고속 연속 절단 모드 G07 연합 사인 곡선 제어 G09 정확한 정지 확인 G10 오프셋 값 설정, 공구 수명 관리 데이터 등록 시작 G11 공구 수명 관리 데이터 등록 종료 G17 XY 평면 선택 G18 ZX 평면 선택 G19 YZ 평면 선택 G20 인치로 입력 G