

CNC 기계

산업 제조
CNC 밀에서 포켓을 가공하기 위해 CNC 프로그램을 만드는 방법을 보여주는 CNC 밀링 프로그램 예입니다.
이 프로그램 예제는 Peck 밀링을 사용하여 재료를 절단하여 직사각형 및 하나의 원형 포켓을 가공합니다.
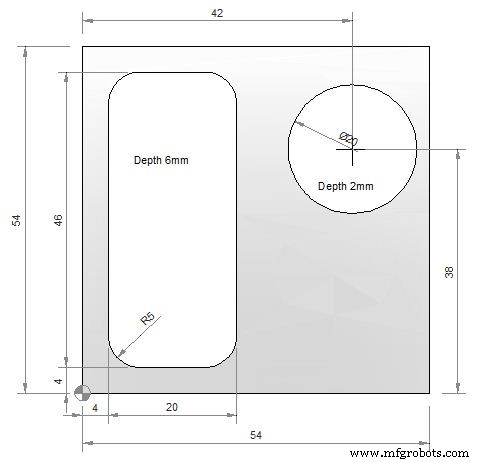
밀링 커터 직경 :10mm
N05 G55 N10 M6 T2 H3 G43 M3 N15 S1000 F60 N20 G0 X9 Y9 Z1 N25 G1 Z0 N30 M98 P030035 N35 G0 Z1 G90 N40 X42 Y38 N45 G1 Z-2 F30 N50 X47 F300 N55 G3 X47 Y38 I-5 J0 N60 G0 Z100 N65 G49 N70 M30
O0035 N05 G1 Z-2 G91 F30 N10 X10 F100 N15 Y36 N20 X-10 N25 Y-36 N30 M99
이 CNC 밀 프로그램은 자명하지만
M98 P030035
이 코드는 하위 프로그램 번호 0035를 세 번 호출한다는 의미입니다.
CNC 기계
제출자:BEATA 요약 G45 단순 포켓 사이클 등과 같은 많은 NUM 사이클의 작동을 보여주는 NUM CNC 밀 프로그램 예.다음 NUM G 코드 사이클은 이 cnc 프로그램 예에서 사용됩니다. G45 단순 포켓 사이클G71 미터법 데이터 입력G81 센터 드릴링 사이클G80 고정 사이클 취소G87 칩 브레이킹이 있는 드릴링 사이클G84 태핑 사이클G52 측정 원점을 기준으로 절대 치수로 이동 프로그래밍 그림/이미지 CNC 프로그램 %3354(Exemple de cycles en fraisage)N10 G90 G80 G71 G
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y