G81 드릴링 사이클 G83 G98을 사용한 펙 드릴링 G99 예제 프로그램
G98 및 G99(고정 사이클 리턴 레벨)가 G81 드릴링 사이클 및 G83 펙 드릴링 사이클과 함께 높이가 다른 구성 요소 드릴링을 위해 어떻게 작동하는지 보여주는 완전한 CNC 부품 프로그램입니다.
G98 G99 요약
G98 및 G99는 고정 사이클(G81, G83 등)이 작동하는 방식을 변경하는 모달 명령입니다.
G98이 활성화되면 Z축은 단일 작업을 완료할 때 시작 위치(초기 평면)로 돌아갑니다. .
G99가 활성화되면 통조림 사이클이 단일 구멍을 완료하면 Z축이 R 지점(평면)으로 돌아갑니다. 그러면 머신이 다음 홀로 이동합니다.
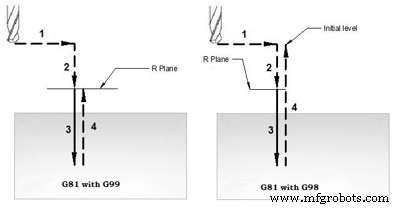
G81 드릴링 사이클 작동 – G98 G99 리턴 레벨
CNC 파트 프로그램
G98 G99 G 코드 예제 프로그램이 있는 G81 드릴링 사이클
N10 M06 T01
N20 G90 G00 X10 Y30 Z12 S1000 M03
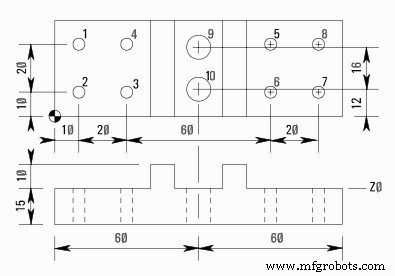
N30 G99 G81 X10 Y30 Z-17 R2 F75 (Hole 1)
N40 Y10 (Hole 2)
N50 X30 (Hole 3)
N60 Y30 (Hole 4)
N70 G98 X90 (Hole 5)
N80 G99 Y10 (Hole 6)
N90 X110 (Hole 7)
N100 G98 Y30 (Hole 8)
N110 G91 G80 G28 X0 Y0 Z0 M05
N120 M06 T02
N130 G90 G00 X60 Y28 Z12 S750 M03
N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Hole 9)
N150 G98 Y12 (Hole 10)
N160 G91 G80 G28 X0 Y0 Z0 M05
N170 M30
설명
N10- 도구 번호 1로 도구 변경(M06)
N20- X10 Y30 Z12로 급속 이송, 스핀들이 1000rpm으로 시계 방향으로 시작되었습니다(M03)(S1000).
N30- 절삭 이송(F75) 드릴이 있는 X10 Y30에서 드릴링 시작(G81)은 드릴링 작업 후 R 평면으로 후퇴합니다.
N40- 다음 드릴링 위치 Y10(G99는 모달 G 코드 드릴이므로 G98이 제공될 때까지 R 평면으로 계속 후퇴함).
N50- X30에서 다음 훈련.
N60- Y30에서 드릴
N70- X90에서 드릴 및 초기 평면으로 복귀.
N80- Y10에서 드릴 및 R 평면으로 후퇴.
N90- X110에서 드릴
N100- Y30에서 드릴 및 초기 평면으로 복귀.
N110- 드릴링 사이클 취소(G80), 공구 교환을 위해 기준점(G28)으로 복귀, 스핀들 정지(M05).
N120- 도구 번호 2로 도구 변경(M06).
N130- X60 Y28 Z12로 급 이송, 750rpm에서 스핀들 시작(S750) 시계 방향(M03).
N140- G83 펙 드릴링은 X60 Y28에서 시작, 드릴 깊이는 Z-17, 드릴 펙 크기는 Q6, 드릴링 피드는 F60
N150- Y12에서 다음 딥 드릴(초기 지점으로 돌아감).
N160- G83 G80으로 취소된 펙 드릴링 사이클, 기준점(G28)으로 공구 복귀, 스핀들 정지(M05).
N170- 프로그램 시작으로 돌아가면서 파트 프로그램 종료(M30)
G &M 코드
| 코드 | 설명 |
|---|
| 티 | 공구 번호 사용했습니다. |
| M06 | 공구 변경 명령. |
| G90 | 절대 프로그래밍 |
| G00 | 빠른 트래버스 |
| S | 커터 속도 |
| M03 | 커터 시계 방향 회전 |
| M08 | 냉각수 켜짐. |
| G81 | Fanuc 드릴링 사이클. |
| G83 | Fanuc 펙 드릴링 사이클. |
| G98 | 통조림 사이클의 초기 지점으로 돌아갑니다. |
| G99 | 통조림 사이클에서 R 지점으로 돌아갑니다. |
| F | 피드 자르기. |
| G80 | 통조림 사이클 취소. |
| M09 | 냉각수 꺼짐. |
| G28 | 기준 위치로 돌아갑니다. |
| G91 | 증분 프로그래밍. |
| M05 | 커터 회전 정지. |
| M30 | 프로그램 시작으로 돌아가서 CNC 파트 프로그램 종료. |


