

CNC 기계

산업 제조
다음 cnc 프로그래밍 코드는 각도에 따른 G72 볼트 구멍의 사용을 보여줍니다.
이름에서 알 수 있듯이 G72 G 코드를 사용하면 지정된 각도를 따라 균일한 간격의 구멍을 드릴/보어링/탭하기가 매우 쉽습니다.
고정 사이클 G73, G74, G76, G77 또는 G81-G89는 각도 명령을 따라 G72 볼트 구멍과 함께 사용할 수 있습니다.
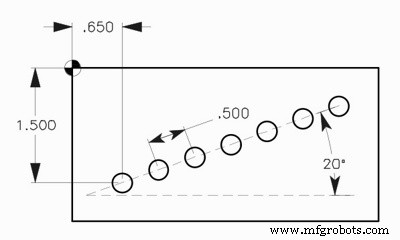
G72 I J L
I – 각도를 따라 볼트 구멍 사이의 거리
J – 3시 방향에서 구멍 각도, CCW 0~360.0도.
L – 각도를 따라 균일한 간격의 구멍 수
추가 정보 각도에 따른 G72 볼트 구멍 – CNC 밀링 프로그래밍
각도에 따른 G72 볼트 구멍
O0009 N10 T3 M06 N20 G90 G54 G00 X0.65 Y-1.5 (Start position of bolt holes along an angle) N30 S1451 M03 N40 G43 H03 Z1. M08 N50 G81 G99 Z-0.45 R0.1 G72 I0.5 J20. L7 F8. N60 G80 G00 Z1. M09 N70 G53 G49 Z0. M05 N80 M30
CNC 기계
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 N1 [PROFILE 5N2 $1M0X-54.8I205.Y-83.4J82.8N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I5N8 Z100RN9 X50Y-80RN10 Z2RN11 Z-10N12 G42K2N13 G13Y-70J0N14 G21I30N15 G13X90Y-70J45N16 G13X180Y0I12J-15N17 G20N18 G13J165N19 G13X80Y-15J205N20 G13J180N21 G13X50Y-10J135N22 G13J180N23 G21I-
제출자:Vikram 요약 G72 페이싱 사이클을 사용하여 구성 요소의 전체 외부 윤곽을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.