

CNC 기계

산업 제조
G71 Bolt Hole Arc 명령에 대한 CNC 프로그램 예제 코드.
G71 볼트 구멍 원호 명령을 사용하면 원호에 균일한 간격의 구멍을 쉽게 드릴/탭핑/보어링할 수 있습니다.
통조림 사이클 G73, G74, G76, G77 또는 G81-G89는 G71 볼트 구멍 아크 G 코드와 함께 사용할 수 있습니다.
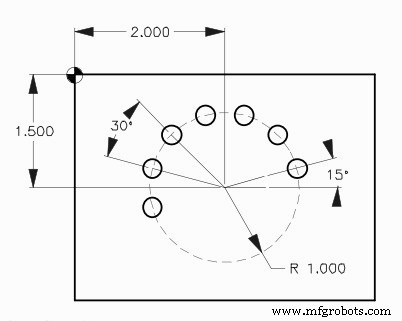
G71 I J K L
I – 볼트 구멍 원호의 반경
J – 첫 번째 구멍의 시작 각도(3시 위치에서 수평에서 0 ~ 360° CCW).
K – 구멍 사이의 각도 간격 (+ 또는 -)
L – 볼트 구멍 호 주변에 균일한 간격의 구멍 수
전체 기사 G71 볼트 홀 아크 – CNC 밀 프로그래밍 읽기
G71 볼트 홀 아크 예제 프로그램
O005 N10 T2 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1451 M03 N40 G43 H02 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G71 I1.0 J15. K30. L7 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
CNC 기계
제출자:기계공 요약 구성 요소가 도구와 마주하는 방법을 보여주는 간단한 CNC 선반 프로그램입니다.이는 도구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y