

CNC 기계

산업 제조
G84 탭 사이클은 CNC 머시닝 센터에서 가장 많이 사용되는 기능 중 하나입니다.
이 G84 탭핑 사이클 예제 프로그램은 이해하기 쉬운 방식으로 탭핑의 사용을 보여줍니다.
G84 태핑 주기는 모달 G 코드이므로 G80으로 취소됩니다. 그렇지 않으면 모든 X 및/또는 Y 이동에서 탭 작업을 실행합니다.
G84 X_ Y_ Z_ R_ F_
X Y – 구멍 위치 데이터
Z – Z 깊이(R 평면에서 시작하여 Z 깊이로 이송)
R – R 평면의 위치
F – 절단 이송 속도
G84에 대한 전체 기사 읽기 G84 태핑 주기 - CNC 밀 프로그래밍
또 다른 관련 기사 칩 브레이킹을 사용한 깊은 구멍 태핑 또는 G84를 사용한 펙 태핑
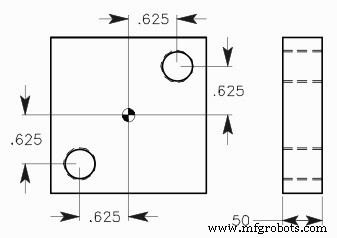
G84 태핑 사이클 예
O100 (G84 R.H. Tapping Cycle) N1 T18 M06 N2 G90 G54 G00 X0.625 Y0.625 N3 S500 M03 N4 G43 H18 Z1. M08 N5 G84 G99 Z-0.65 R0.1 F35.7143 N6 X-0.625 Y-0.625 N7 G80 G00 Z1. M09 N8 G53 G49 Z0. M05 N9 M30
CNC 기계
NCT cnc 컨트롤이 있는 CNC 선반 기계에서 작업하는 CNC 기계 기술자/프로그래머를 위한 완전한 CNC 프로그램 예제입니다.이 프로그램 예제에서 G71 Turning Cycle은 스톡 제거에 사용됩니다. NCT CNC 프로그래밍 예 %O7014(EXAMPLE 14)N100 G0 X200 Z200N110 T101N120 G0 X40 Z10N125 G92 S2500N130 G96 S100 M8 M3N140 G0 X82 Z2N150 G71 U1 R.5N160 G71 U.3 W.3 F.5 P190 Q280N170 G0 X100
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y