Hust CNC Mill G90 절대 좌표 G91 증분 좌표 예제
G90 절대 좌표와 G91 증분 좌표 간의 차이를 보여주는 Hust CNC 간단한 기본 G 코드 프로그램 예제입니다.
이 튜토리얼은 대부분의 Fanuc cnc 제어 장치에도 적용됩니다.
초보자 수준의 cnc 기계공과 cnc 프로그래머가 G90과 G91의 차이점을 이해하는 데 유용한 자료입니다.
Hust CNC 밀 컨트롤에서
G90 G 코드는 절대 좌표에 사용됩니다.
G91 G 코드는 증분 좌표에 사용됩니다.
G90 절대 좌표
원점(공작물 영점)이 기준입니다. 공작물(기계 부품)의 모양을 설명하는 모든 점의 좌표는 원점에서 계산됩니다.
G91 증분 좌표
공작물(기계 부품)의 모양을 설명하는 모든 점의 좌표는 이전 블록의 끝점에서 계산됩니다.
Hust CNC 유연성
G90 절대 좌표
G90 절대 좌표 모드에서
X는 X축 절대 이동에 사용됩니다.
Y는 Y축 절대 이동에 사용됩니다.
Z는 Z축 절대 이동에 사용됩니다.
단, G90 절대 좌표 모드에서는 U, V, W를 축 증분 이동 명령에 사용할 수 있습니다.
U는 X축 증분 이동에 사용합니다.
V는 Y축 증분 이동에 사용합니다.
W는 Z축 증분 이동에 사용됩니다.
즉, G90 절대 좌표 모드에서 작업하는 경우 원하는 경우 U, V, W를 사용하여 증분 이동을 할 수 있습니다.
따라서 G91 증분 좌표 명령 G-Code를 사용할 필요가 없습니다.
G91 증분 좌표
G91 증분 좌표 모드에서
X는 X축 증분 이동에 사용됩니다.
Y는 Y축 증분 이동에 사용됩니다.
Z는 Z축 증분 이동에 사용됩니다.
G91 증분 좌표 모드에서는 U, V, W를 사용할 수 없습니다.
CNC 프로그램 예시
Hust CNC Mill G90 절대 좌표 G91 증분 좌표 예제
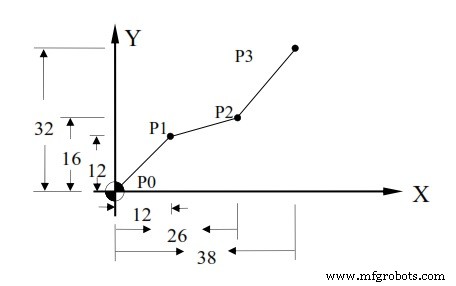
G90 절대 좌표
N10 G00 X0.000 Y0.000 Position to work origin
N20 G90 Set program to absolute value
N30 G1 X12.000 Y12.000 F300.00 P0 to P1
N40 X26.000 Y16.000 P0 to P2
N50 X38.000 Y32.000 P2 to P3
N60 M2
G91 증분 좌표
N10 G00 X0.000 Y0.000 Position to work origin
N20 G91 Set program to increment value
N30 G1 X12.000 Y12.000 F300.00 P0 to P1
N40 X14.000 Y4.000 P0 to P2
N50 X12.000 Y16.000 P2 to P3
N60 M2
G90 절대 좌표
N10 G00 X0.000 Y0.000 Position to work origin
N20 G1 U12.000 V12.000 F300.00 P0 to P1
N30 U14.000 V4.000 P1 to P2
N40 U12.000 V16.000 P2 to P3
N60 M2
혼합 사용
N10 G00 X0.000 Y0.000 Position to work origin
N30 G1 U12.000 V12.000 F300.00 P0 to P1
N40 X26.000 V4.000 P1 to P2
N50 X38.000 V16.000 P2 to P3
N60 M2
또는
N10 G00 X0.000 Y0.000 Position to work origin
N30 G1 U12.000 V12.000 F300.00 P0 to P1
N40 U14.000 Y16.000 P1 to P2
N50 U12.000 Y32.000 P2 to P3
N60 M2


