G81 드릴링 사이클 – G91 증분 모드 예제 코드에서 드릴링 반복
이 cnc 프로그램 예제는 G81 드릴링 사이클의 사용을 설명하지만 이번에는 공구가 일반적인 방식(G90 절대 프로그래밍 모드)으로 배치되지 않고 이번에는 G91 증분 프로그래밍 모드가 사용됩니다.
이 프로그래밍 예제 코드는 일반적으로 사용되지 않는 G81 드릴링 사이클 매개변수 K(반복 횟수)를 사용합니다.
G81 드릴링 사이클 형식
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:홀 위치 데이터
Z_ :Z-깊이(공구는 R 평면에서 시작하여 Z-깊이로 피드와 함께 이동함)
R_:거리 초기 레벨에서 포인트 R 레벨로
F_ :절단 이송 속도
K_ :반복 횟수(필요한 경우)
G81 드릴링 사이클 매개변수 K(반복 횟수). 다른 cnc 컨트롤에서 이 매개변수는 on,
과 같이 다른 문자를 할당합니다.
- Fanuc은 반복 횟수에 문자 K를 사용합니다.
- Haas CNC는 문자 L을 반복 횟수로 사용합니다.
- Fagor CNC Control은 문자 N을 반복 횟수로 사용합니다.
고정 사이클의 증분 모션은 루프 카운트로 유용한 경우가 많으며, 각 사이클 사이에 증분 X 또는 Y 이동으로 작업을 반복하는 데 사용할 수 있습니다.
G91 추가 프로그래밍을 사용한 CNC 코드 G81 드릴링 사이클
G81 드릴링 사이클 – G91 증분 모드 예제 코드에서 반복 드릴링
N10 T1 M6
N20 G00 G90 X0 Y0 Z0
N30 S1450 M03
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
N50 G98 G90 G00 X500 Y500
N60 G80
N70 G90 X0 Y0
N80 M30
설명
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
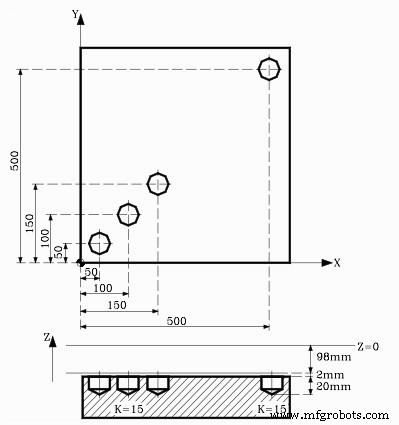
K3은 G81 드릴링 사이클이 세 번 반복됨을 의미합니다.
G91 증분 모드는 X50 및 Y50마다 도구를 이동시킵니다.
따라서 첫 번째 홀은 X50 Y50입니다
X100 =X50(이전 값) + X50(증가)
Y100 =Y50(이전 값) + Y50(증가)
때문에 두 번째 홀은 X100 Y100에 있습니다.
X150 =X100(이전 값) + X50(증분)
Y150 =Y100(이전 값) + Y50(증분)
때문에 세 번째 홀은 X150 Y150에 있습니다.
N50 G98 G90 G00 X500 Y500
네 번째 구멍 위치는 G90 절대 프로그래밍 모드로 지정됩니다.
위의 코드는 G81 드릴링 사이클과 함께 G91 증분 프로그래밍 모드를 사용하는 경우에만 가능하지만 위와 같이 G81과 함께 G90 절대 프로그래밍 모드를 사용하려고 하면 공구가 동일한 위치에서 드릴링을 반복하는 것을 볼 수 있습니다.


