

CNC 기계

산업 제조
Fanuc 원형 보간 명령(G02, G03 G 코드)은 원형 호를 따라 도구를 이동하는 데 사용됩니다.
G02 – 원형 보간 시계 방향.
G03 – 원형 보간 반시계 방향.
Fanuc 제어 기능이 있는 CNC 선반 기계에서 시계 방향 원호 보간(Arc)은 다음과 같은 방식으로 프로그래밍할 수 있습니다.
N10 G02 X Z R or N10 G02 X Z I K
N10 G02 X Z R
X – X축의 호 끝점
Z – Z축의 호 끝점
R – 호 반경.
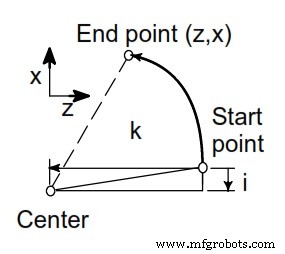
N10 G02 X Z I K
X- X축의 호 끝점.
Z – Z축의 호 끝점.
I – X축의 호 시작점에서 호 중심점까지의 거리.
K – Z축에서 아크 시작점에서 아크 중심점까지의 거리
Fanuc 원형 보간 G02
다음 Fanuc 원형 보간 프로그램 예제는 다양한 방식으로 프로그래밍됩니다.
CNC 프로그래머/기계 기술자는 제어가 허용하는 경우 G02/G03 X Z R 방법 또는 G02/G03 X Z I K 방법을 사용할 수 있습니다.
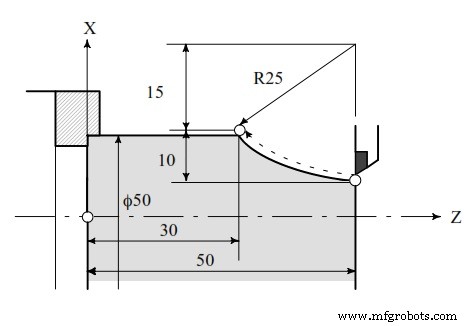
Fanuc 원형 보간 G02 G 코드 예제
(직경 프로그래밍)
G02 X50 Z30 I25 F0.3
G02 U20 W-20 I25 F0.3
G02 X50 Z30 R25 F0.3
G02 U20 W-20 R25 F0.3
CNC 기계
제출자:cnc 프로그래머 그림/이미지 CNC 프로그램 O0002 (Cylindrical Interpolation)N15 T0505N25 M13 (Driven tool ON clockwise)N30 G97 S2000N32 M52 (Positioning of the spindle C-axis ON )N35 G07.1 C19.1 (Start of the interpolation / blank part radius )N37 G94 F200N40 G0 X45 Z-5N45 G1 X35 C0 Z-5N50 G1 Z-15 C22.5N55 Z-5
CNC 예제 프로그램을 사용한 Haas CNC 밀링 원형 보간 프로그래밍 설명, 이 예제는 G02 G03 G 코드로 원형 보간을 프로그래밍하는 동안 cnc 프로그램에서 IJK 또는 R을 제공할 수 있는 방법을 보여줍니다. Haas 원형 보간 R이 프로그래밍하기 더 쉬운데 IJK를 사용하는 이유 R은 정의하기가 더 쉽지만 실수를 저지르고 잘못된 반지름을 얻는 것이 더 쉽습니다. R을 사용하고 시작점이나 끝점을 잘못 지정하여 기계가 여전히 반경을 수행할 수 있는 경우 반경이 잘못됩니다. I, J, K 방법으로 실수하면 기계가 실행하