

CNC 기계

산업 제조
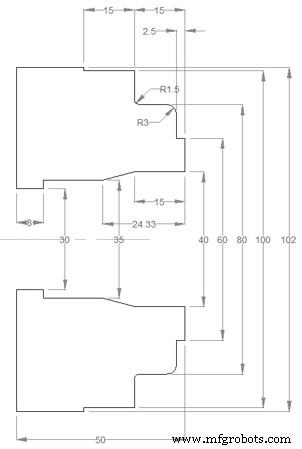
CNC 선반 기계에서 작업하는 CNC 기계 기술자를 위한 ID/OD(선삭/보링 작업)가 포함된 전체 CNC 프로그래밍 예제입니다. CNC프로그래밍을 배우려는 분들의 필수 학습/연습입니다.
이 프로그래밍 예제의 추가 이점은 이 프로그래밍 예제에서 CNC 선반 고정 사이클이 사용되지 않는다는 것입니다.
CNC 선반 예 터닝 보링
O0000 N10 (ø30 DRILL) G50 T0200 G97 S250 M03 G00 X0 Z5.0 T0202 M08 G01 Z-5.0 F0.07 W1.0 Z-40.0 F0.25 G00 Z5.0 Z-39.0 G01 Z-60.0 G00 Z10.0 X200.0 Z200.0 T0200 M01 N20 (Outside diameter stock removal) G50 S1500 T0100 G96 S180 M03 G00 X94.0 Z5.0 T0101 M08 G01 Z-14.8 F0.27 G00 U2.0 Z0.5 G01 X28.0 F0.23 G00 X87.0 W1.0 G01 Z-14.8 F0.27 G00 U2.0 Z1.0 X80.5 G01 Z-14.1 G02 X81.9 Z-14.8 R0.7 G00 X100.5 W1.0 G01 Z-29.8 G00 U2.0 Z-1.0 G01 X60.5 F0.23 G00 X82.0 W1.0 Z-2.4 G01 X60.5 X72.9 G03 X80.5 Z-6.2 R3.8 G00 U2.0 Z5.0 X200.0 Z200.0 T0100 M01 N30 (Inside diameter stock removal) G50 S1500 T0400 G96 S180 M03 G00 X34.5 Z3.0 T0404 M08 G01 Z-41.8 F0.27 G00 U-0.5 Z1.0 X39.5 G01 Z-15.0 X34.5 Z-24.3 G00 Z10.0 X200.0 Z200.0 T0400 M01 N40 (Out diameter finishing) G50 S1800 T0500 G96 S200 M03 G00 X63.0 Z5.0 T0505 M08 Z0 G01 X38.0 F0.2 G00 X60.0 Z3.0 G42 Z1.0 G01 Z-2.5 F0.2 X74.0 G03 X80.0 Z-5.5 R3.0 G01 Z-13.5 G02 X83.0 Z-15.0 R1.5 G01 X100.0 Z-30.0 X102.0 G40 G00 U2.0 W1.0 G00 Z10.0 X200.0 Z200.0 T0500 M01 N50 (Inside diameter finishing) G50 S1800 T0600 G96 S200 M03 G00 X40.0 Z5.0 T0606 M08 G41 Z1.0 G01 Z-15.0 F0.2 X35.0 Z-24.33 Z-42.0 X29.0 G40 G00 Z10.0 X200.0 Z200.0 T0600 M09 M30
CNC 기계
제출자:Vikram 요약 G72 페이싱 사이클을 사용하여 구성 요소의 전체 외부 윤곽을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.
제출자:cnc 프로그래머 요약 간단한 프로그램이 CNC 선반 기계에 이미 뚫린 부품을 보링하는 방법을 보여주는 CNC 프로그래밍 예입니다. 그림/이미지 CNC 프로그램 O0003;N10 G10 P0 Z-85;N20 T606;N30 G50 S2000;N40 G96 G99 S180 F.2 M4 M8 M200;N50 G0 X44 Z2;N60 G1 Z0;N70 X40 Z-2 F.15;N80 Z-40 F.2;N90 X35;N100 G0 Z5;N110 X200 Z100;N120 M30;