

CNC 기계

산업 제조
다중 시리즈 기사 "원형 보간 개념 및 프로그래밍"의 세 번째 부분입니다.
이 부분에서는 CNC 기계공이 계산 및 프로그래밍할 수 있는 방법을 간략하게 설명합니다. I J 및 K를 사용한 원형 보간 G02 G03 .
이 기사의 다른 부분 읽기
호의 축은 기계 좌표계의 X, Y 또는 Z축과 평행해야 합니다. 축 또는 축에 수직인 평면은 G17(Z축, XY평면), G18(Y축, XZ평면) 또는 G19(X축, YZ평면)로 선택합니다. I, J 및 K는 현재 위치로부터의 오프셋입니다. 한 번에 I, J, K 중 두 개만 사용됩니다. 이것은 어떤 아크 평면이 선택되었는지에 따라 달라집니다.
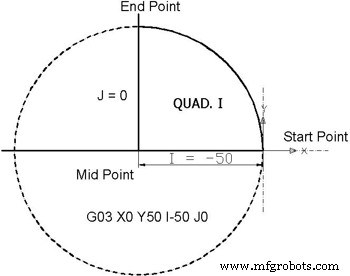
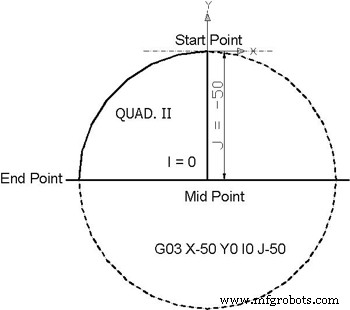
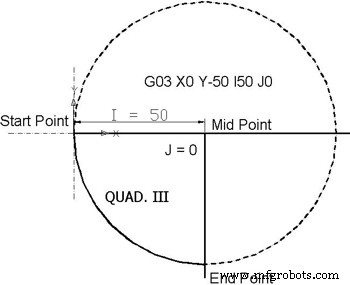
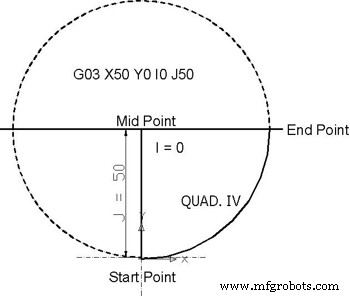
I, J 및 K 인수는 호의 시작점에서 호의 중심점까지의 거리를 지정합니다. 호의 시작점은 G02 또는 G03 명령에서 제공되지 않습니다. 시작점은 명령이 실행될 때 절단기의 위치에 따라 결정됩니다. 또한 중심점은 명령에서 명시적으로 제공되지 않습니다. I, J, K는 DISTANCES입니다. 원의 형상이 불가능하면(0.0001 이내) 일반적으로 오류가 발생합니다.
다음 그림은 시작점에서 끝점까지 원의 4분면과 I, J 계산을 보여줍니다. 원 반경은 50mm입니다.