

CNC 기계

산업 제조
제출자:기계공
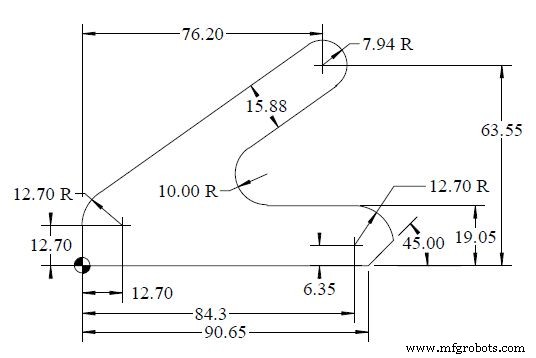
0 BEGIN PGM FK3 MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-40 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL DEF 1 L+0 R+5 4 TOOL CALL 1 Z S500 5 L M6 6 L X-20 Y-20 R0 FMAX M3 7 L Z+2 FMAX 8 L Z-10 F500 9 L X+0 RL 10 L Y+12.7 11 CC X+12.7 Y+12.7 12 C X+5.361 Y+23.064 DR- 13 L X+71.611 Y+69.98 14 CC X+76.2 Y+63.5 15 C X+80.789 Y+57.02 DR- 16 L X+52.815 Y+37.211 17 CC X+58.595 Y+29.05 18 C X+58.595 Y+19.05 DR+ 19 L X+84.3 Y+19.05 20 CC X+84.3 Y+6.35 21 C X+97 Y+6.35 DR- 22 L X+90.65 Y+0 23 L X-20 24 L Y-20 R0 25 L Z+50 R0 FMAX M5 26 TOOL CALL 0 Z S60 27 L M6 28 L M2 29 END PGM FK3 MM
CNC 기계
제출자:기계공 요약 구성 요소가 도구와 마주하는 방법을 보여주는 간단한 CNC 선반 프로그램입니다.이는 도구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y