

CNC 기계

산업 제조
제출자:기계공
/*MAZATROL MATRIX For INTEGREX IV Programming EIA/ISO Mazak G01.1 command in the milling mode enables a simultaneous interpolation on the C-axis and the X- and/or the Z-axis for straight, tapered or scrolled thread cutting of constant leads. Programming format G01.1 Zz/Ww Xx/Uu Ff Ss; Where Zz, Ww, Xx, Uu: Thread ending point addresses and coordinates (mm or in.) Ff: Lead of long axis (axis of which moving distance is the longest) direction Ss: Rotational speed of C-axis (rpm) Set parameter F111 bit 3 to select the direction of C-axis rotation: F111 bit 3 = 0 : Normal rotation of C-axis 1 : Reversed rotation of C-axis */ G98 G97; G28 U0 W0; T001T000 M06; G50 X300. Z100.; M200; G00 X100. Z2. C0.; G01.1 W-100. F2. S400;(2 mm lead and 400 rpm) G00 U10.; W100. C0.; U-11.; G01.1 W-100. F2. S400;(2 mm lead and 400 rpm) G00 U11.; W100. C0.; G00 U-12.; G01.1 W-100. F2. S400;(2 mm lead and 400 rpm) G00 U12.; W100.; G28 U0 W0.; M202; M30;
CNC 기계
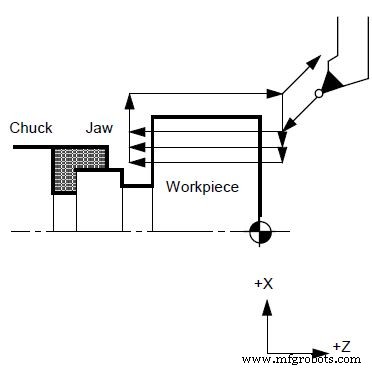
제출자:Vikram 요약 FANUC 제어 기계용 CNC 선반 프로그래밍을 작성하십시오. 공작물의 직경 =30mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 이 프로그램은G73 패턴 반복 주기G76 스레딩 주기를 사용합니다. 그림/이미지 CNC 프로그램 N5 G90 F0.2 S1200 T0101 M04N10 G00 X30 Z2N15 G00 Z0N20 G01 X0 (Facing operation)N21 G00 X30 Z2N30 G73 U7 R14 (Pattern Repeating Canned
제출자:Vikram 요약 서브루틴 코드를 사용하여 FANUC 제어 기계용 CNC 선반 프로그램을 작성하십시오. 공작물의 직경 =40mm, 절삭 깊이 =0.5mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 그림/이미지 CNC 프로그램 Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U