

CNC 기계

산업 제조
제출자:Brian
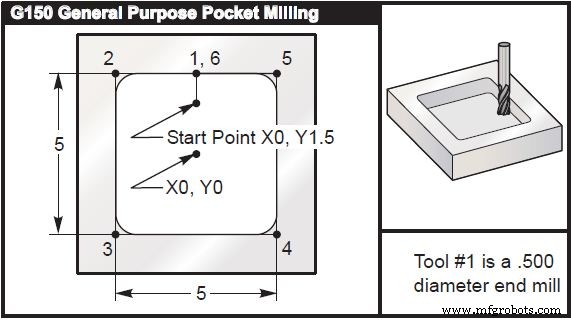
(5.0 x 5.0 x 0.500 DP. Square Pocket) Main Program % O01001 T1 M06 (Tool #1 is a 0.500” diameter endmill) G90 G54 G00 X0. Y1.5 (XY Start Point) S2000 M03 G43 H01 Z0.1 M08 G01 Z0.1 F10. G150 P1002 Z-0.5 Q0.25 R0.01 J0.3 K0.01 G41 D01 F10. G40 G01 X0. Y1.5 G00 Z1. M09 G53 G49 Y0. Z0. M30 % Subprogram % O01002 G01 Y2.5 (1) X-2.5 (2) Y-2.5 (3) X2.5 (4) Y2.5 (5) X0. (6) (Close Pocket Loop) M99 (Return to Main Program) %
CNC 기계
제출자:BEATA 요약 G45 단순 포켓 사이클 등과 같은 많은 NUM 사이클의 작동을 보여주는 NUM CNC 밀 프로그램 예.다음 NUM G 코드 사이클은 이 cnc 프로그램 예에서 사용됩니다. G45 단순 포켓 사이클G71 미터법 데이터 입력G81 센터 드릴링 사이클G80 고정 사이클 취소G87 칩 브레이킹이 있는 드릴링 사이클G84 태핑 사이클G52 측정 원점을 기준으로 절대 치수로 이동 프로그래밍 그림/이미지 CNC 프로그램 %3354(Exemple de cycles en fraisage)N10 G90 G80 G71 G
제출자:CNC 프로그래머 요약 Haas 코너 라운딩 및 모따기모따기의 경우 모따기 길이가 표시된 C가 사용됩니다.반경 a의 경우 반경 크기가 표시된 R이 사용됩니다.모따기 또는 모서리 라운딩 블록 두 개의 선형 또는 G01 블록 사이에 삽입될 수 있습니다. 이 두 블록은 두 선형 이동의 교차점 모서리를 지정합니다. 그림/이미지 CNC 프로그램 O00025T2 M06 (.5 END MILL) (D=.5)G00 G90 G54 X-1.5 Y0 S5000 M03G43 H02 Z1. M08G01 Z-0.5 F80.G01 G41 D02 Y