

CNC 기계

산업 제조
Osai GTL(High Level Geometric Programming Language)을 사용한 Osai 10 시리즈 프로그램 예.
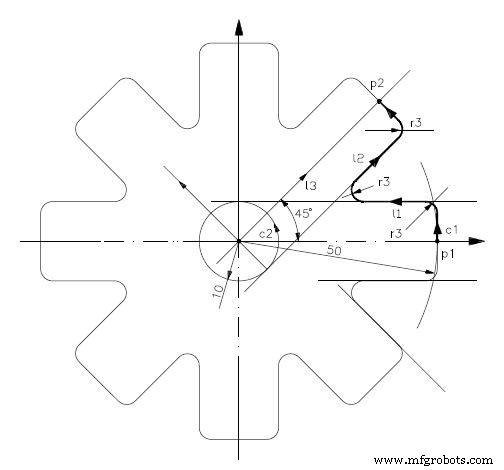
2회 패스로 프로필 반복 실행
N1 (DIS,"GTL EXAMPLE WITH ROTATION") N2 F...S...T2.2 M6 N3 MSA=2 N4 p1=X50 Y0 N5 c1=I0 J0 r50 N6 c2=I0 J0 r10 N7 l1=c2,a180 N8 l3=X0 Y0,a45 N9 l2=c2,a45 N10 p2=l3,c1,s2 N11 GX60 Y0 N12 Z-2 "START" N13 N14 E25=0 N15 (RPT,8) N16 (ROT,E25) N17 G21 G42 p1 N18 c1 N19 r3 N20 l1 N21 r-3 N22 l2 N23 r3 N24 c1 N25 G20 G40 p2 N26 E25=E25+45 N27 (ERP) N28 (ROT,0) "END" N29 N30 MSA=0 N31 (EPP,START,END) N32 GZ20 N33 XY M30
CNC 기계
Osai GTL(고급 프로그래밍 언어)을 사용한 Osai 10 시리즈 프로그래밍 예제 Osai GTL 프로그래밍 예제 N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N11 c3=I40J-20r10N12 S...M...T3.3M6M....N13 G0X-30Y0N1
Osai GTL(높은 수준의 기하학적 프로그래밍) Osai 10 시리즈 CNC 시스템을 사용하면 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어인 GTL을 사용하여 평면에서 기하학적 프로필을 프로그래밍할 수 있습니다. Osai GTL은 직선과 원으로 구성된 프로파일을 프로그래밍하기 위해 도면에서 제공하는 정보를 사용할 수 있습니다. Osai 10 시리즈 CNC는 이러한 요소 사이의 접점과 교차점을 계산합니다. Osai GTL 및 표준 프로그래밍 코드는 동일한 프로그램에서 사용할 수 있지만 동일한 프로필에서는