

CNC 기계

산업 제조
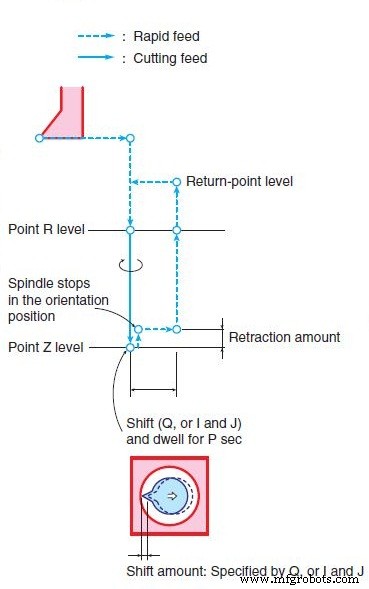
G76 파인 보링 사이클
G76 X__Y__Z__R__Q__(I__J__) P__F__
| 매개변수 | 설명 |
|---|---|
| X,Y | 홀 위치 좌표값 |
| Z | 홀 바닥 수준 |
| R | 포인트 R 레벨 |
| Q | 이동량(아래 설명 참조) |
| I,J | 이동량(아래 설명 참조) |
| 피 | 홀 바닥에서의 체류 시간 |
| F | 이송 속도 |