

CNC 기계

산업 제조
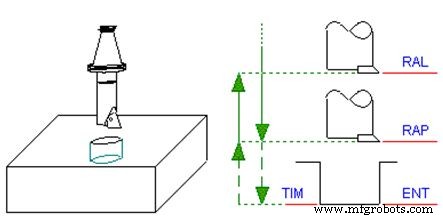
이 사이클은 드웰 시간을 프로그래밍할 수 있는 표준 보링 사이클 G85와 다릅니다(TIM 초) ENT 도착 사이 RAP에 도달하기 위해 작업 피드에서 수행된 이동 시작까지 인용 인용.
주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다.

G89 <ENT=..> <RAP=..> <RAL=..> <TIM=..>