

CNC 기계

산업 제조
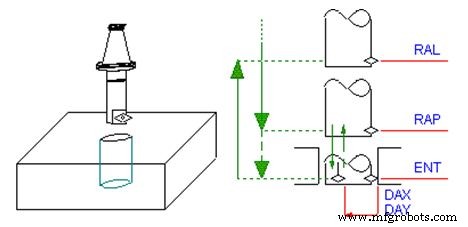
이 주기는 공구가 ENT에 도달하면 G86 "보링 및 스핀들 정지"와 다릅니다. 예를 들어, 스핀들은 정지될 뿐만 아니라 특정 위치(M19 기능을 통해)로 향하고 X 및 Y의 움직임으로 분리되고 마지막으로 Rapid에서 RAL으로 이동합니다. 인용.
주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다.

G87 <ENT=..> <RAP=..> <RAL=..> <DAX=..> <DAY=..>