

CNC 기계

산업 제조
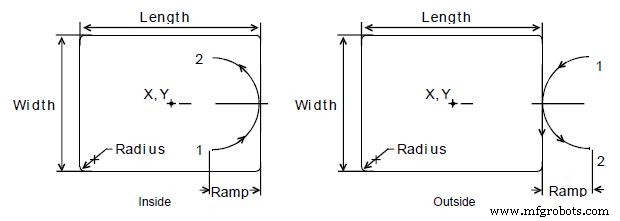
Anilam G172 직사각형 프로파일 사이클은 직사각형의 내부 또는 외부 프로파일을 정리합니다.
G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn
| 매개변수 | 설명 |
|---|---|
| X | 중심의 X 좌표. 좌표를 입력하지 않으면 CNC는 포켓을 현재 위치에 중심을 맞춥니다. |
| Y | 중심의 Y 좌표. 좌표를 입력하지 않으면 CNC는 포켓을 현재 위치에 중심을 맞춥니다. |
| H | 포켓 밀링을 시작하기 전 절대 Z 위치. 표면에서 0.1인치(또는 2mm) 위에 있어야 합니다. |
| 남 | 사각형의 완성된 길이. 필수. |
| 서 | 사각형의 완성 너비. 필수. |
| Z | 완성된 프로파일의 절대 깊이. 값이 필요합니다. |
| A | 0 =내부 1 =외부 |
| R | 램핑 동작의 반경. 필수. |
| U | 코너 반경 설정. 프로그래머가 음수 값을 입력하면 절단 방향과 시작 및 끝점이 모두 역전됩니다. 선택 사항입니다. |
| 비 | 각 패스에 사용되는 최대 Z축 증분입니다. 선택 사항입니다. |
| S | 마무리가 통과되기 전에 기계에 남겨진 재고량. 기본값:0. 프로그래머가 음수 값을 입력하면 CNC는 마무리 패스를 만들지 않고 재고를 떠납니다. 선택 사항입니다. |
| 나 | Z축 이송 속도. 선택 사항입니다. |
| J | 황삭 이송 속도. 선택 사항입니다. |
| K | 완료 통과 이송 속도. 선택 사항입니다. |
| 피 | Hgt 철회 |