

CNC 기계

산업 제조
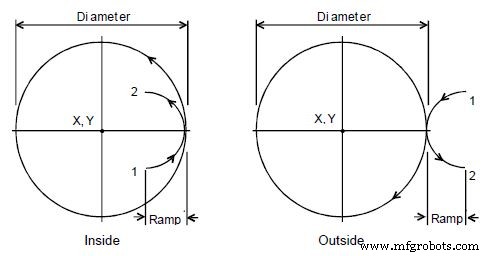
Anilam G171 원형 프로파일 사이클은 기존 원형의 내부 또는 외부 프로파일을 정리합니다.
G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn
| 매개변수 | 설명 |
|---|---|
| X | 중심의 X 좌표. 기본값:현재 위치. 선택 사항입니다. |
| Y | 중심의 Y 좌표. 기본값:현재 위치. 선택 사항입니다. |
| H | Z 절대 시작(빠른) 높이(잘라낼 표면 위 0.1인치 또는 2mm여야 함). 신속하게 실행됩니다. 필수. |
| D | 완성된 원의 지름. 음수 값을 입력하면 절단 방향과 시작 및 끝점이 반전됩니다. 필수. |
| Z | 완성된 프로파일의 절대 깊이. 필수. |
| A | 프로파일 내부(In) 또는 외부(Out)에서 절단하기 위한 설정. 선택이 필요합니다. 0=인, 1=아웃. |
| R | 각 패스에 사용되는 램프 거리. 선택 사항입니다. |
| 비 | 각 패스에 사용되는 Z축 증분. 선택 사항입니다. |
| S | 마무리가 통과되기 전에 기계에 남겨진 재고량. 기본값:0. 피니시 패스를 만들지 않고 재고를 남기려면 음수 값을 입력하십시오. 선택 사항입니다. |
| 나 | Z축 이송 속도. 선택 사항입니다. |
| J | 황삭 이송 속도. 선택 사항입니다. |
| K | 완료 통과 이송 속도. 선택 사항입니다. |
| 피 | 조명 철회 |