산업 제조

Fanuc cnc 컨트롤에는 다중 시작 스레드 절단을 위한 직접적인 스레딩 사이클이 없습니다. CNC에. 그러나 Fanuc G76 Threading Cycle을 사용하여 fanuc 제어가 있는 cnc에서 다중 시작 나사산을 절단할 수 있습니다. 관련:인형용 Fanuc G76 스레드 주기 Fanuc G76 스레딩 사이클을 사용한 다중 시작 스레드 Fanuc G76 스레딩 사이클을 사용하여 CNC에서 다중 시작 스레드를 절단하는 여러 기술이 있습니다. 여기 그 중 하나가 있습니다.이 cnc 프로그래밍 예제는 cnc 하위 프로그

클릭-체인지 도구 홀더를 사용하면 버튼을 한 번만 누르면 단 5초 만에 변경 사항을 삽입할 수 있습니다. 캠 작동 레버는 8,000psi의 균일한 인서트 클램핑 압력을 제공합니다. 도구 홀더 변경을 클릭합니다. 귀하는 CNC 선반을 작업 중이며 일부 부품 후에 인서트 교체가 필요합니다. 이제 아래는 CNC 선반 기계에서 인서트 교환의 전체 과정입니다. 공기압으로 공구와 공구 홀더를 청소하십시오(절삭유 및 칩 제거). 공구 클램프 나사(공구의 인서트를 조임)에 적합한 크기의 알렌 키(별모양 나사 + 스크루드라이버)를 검색합니다
CNC 공작 기계의 패스너 토크 설정은 완제품의 수명과 정확도에 매우 중요합니다. Torque Screw 드라이버로 매번 제대로 작업하십시오. 조정 가능한 토크 드라이버는 적절한 토크 설정이 필요한 모든 곳에서 사용할 수 있습니다. CNC 작업장에서 직면하는 가장 일반적인 문제 중 하나는 일반 스크류 드라이버로 조일 경우 절단기의 인서트 팁이 균일하지 않게 조여지는 것입니다. 그 결과 절단면이 부적절해지고 작업 치수가 허용 오차를 벗어납니다. 토크를 매우 쉽게 조정할 수 있습니다. 설정된 토크에 도달한 후 미끄러지기 시작하
뮌헨 회사 P+S Technik은 고속 Haas CNC 수직 머시닝 센터를 사용합니다. 세계에서 가장 진보된 무비 카메라와 영화 촬영용 액세서리를 만드는 것입니다. Haas CNC 기계로 가공된 영화 카메라 오늘날 세트에서 볼 수 있는 많은 고급 카메라 장비는 P+Technik의 5개의 5축 Haas 기계 중 하나에서 가공되었습니다. s.

여름이 왔고 당신과 당신의 CNC 기계 워크샵이 준비되었습니까?. 여름 기온이 최고 25°C~30°C인 국가에서는 여름이 문제가 되지 않지만 날씨가 더운 국가에서는 어떻습니까? 이러한 국가의 여름 최고 기온은 48°C~52°C이며, 여름 평균 기온은 주간 38°C~42°C입니다. 그래서 그것은 cnc 기계에 대해 너무 높은 온도입니다. CNC 기계 권장 평균 온도는 25°C입니다. . 의심의 여지 없이 높은 온도는 CNC 기계의 성능과 작업에 영향을 미칩니다. 더운 여름을 위한 CNC 기계 워크샵 팁 CNC 기계 작업장 온도
오늘 포스팅에서는 Fanuc G10 G-code의 기능에 대해 설명하겠습니다. Fanuc G10 cnc G 코드는 프로그래밍 가능한 오프셋 설정에 사용됩니다. 프로그래밍 가능한 오프셋 설정을 먼저 설명하겠습니다. (오프셋 설정이라고도 하고 오프셋이라고도 함) 프로그래밍 가능한 오프셋 설정을 위한 Fanuc G10 G 코드 프로그래밍 가능한 오프셋 설정 거의 모든 CNC 기계 제어에서 공구 오프셋 설정과 CNC 기계 영점 오프셋 설정(워크시프트 값, 시프트 값, 기계 영점 오프셋 값)은 별도의 페이지에 제공됩니다. 그러나 이러한
CNC 인서트 마모 CNC 작업자를 위한 몇 가지 팁 CNC 기계는 지속적이고 정확한 작업 생산을 위해 사용됩니다. 따라서 이 프로세스를 지속적으로 유지하기 위해 인서트가 있는 도구와 같은 일부 정교한 도구가 사용됩니다. . 인서트를 사용한 가공은 CNC 기계 작업자가 전체 공구가 아닌 인서트만 교체하면 되기 때문에(CNC 기계의 공구 교환은 쉬운 프로세스가 아니므로) 설정 시간이 전체 공구 교환보다 훨씬 적습니다. . 인서트에도 수명이 있습니다. 시간이 지나면(이 시간은 공작물의 재질과 냉각수 품질에 따라 다름) 인서트가 마모
다음은 또 다른 cnc 선반 프로그램 예제입니다. 이 cnc 프로그래밍 예제는 고정 사이클 Fanuc G71 Roughing Cycle 터닝을 위한 Fanuc cnc 제어 G 코드의 사용을 보여줍니다. 이 cnc 프로그램은 Fanuc G70 마무리 사이클의 사용도 보여줍니다. G71 터닝 사이클 Fanuc G71 Rough Turning Cycle 및 G70을 사용한 CNC 프로그래밍 예제를 이미 게시했지만. 또 다른 기사 CNC Fanuc G71 Turning Cycle 또는 Stock Removal Canned Cycle 에
인형을 위한 Fanuc G76 스레드 사이클 입문자를 위한 Fanuc G76 스레드 주기 Fanuc G76 나사산 주기를 간략하게 설명합니다. Fanuc G76은 CNC 기계공에게 나사 선삭에 대한 완전한 제어를 제공합니다. Fanuc G76 스레딩 주기에는 여러 매개변수가 있지만 동일한 방식으로 Fanuc G76이 나사 절삭에 완전한 유연성을 제공합니다. 이 기사는 실제로 CNC 기계공이 Fanuc G76 스레딩 사이클을 설명하는 여러 기사를 쉽게 탐색할 수 있도록 돕기 위한 것입니다. 아래는 빠른 링크입니다. Fanuc
Fanuc G 코드 목록 Fanuc은 세계에서 가장 널리 사용되는 CNC 기계 제어 장치입니다. 다음은 HelmanCNC.com에서 설명하는 모든 Fanuc G 코드 목록입니다. 일부 Fanuc G 코드에는 작업을 더 잘 이해할 수 있도록 CNC 프로그래밍 예제도 포함되어 있습니다. 전체 G 코드 목록을 읽을 수 있습니다. Fanuc G 코드 목록 이 Fanuc G 코드 목록은 더 많은 Fanuc G 코드가 추가되고 설명됨에 따라 업데이트됩니다. G00 급속 이동 CNC G-Code G00 Rapid TraverseCNC
G04 체류 시간 일부 CNC 컨트롤에는 기계가 대기하는 시간(초)인 G04 드웰 시간에 대한 옵션이 하나뿐이지만 이제는 다소 쉽고 경제적인 방법이 있습니다. 보링과 보어페이스 마감을 위해 리머 또는 플랫 드릴을 사용한다고 가정해 보겠습니다. 이전에는 바닥에서 페이스를 마무리하는 데 걸리는 시간을 추측하기만 하면 2~3초가 될 수 있습니다.하지만 지금은 쉽게 회전 수를 지정하면 지정된 회전 수가 완료되면 G04 드웰이 완료됩니다. 기계공에게는 이제 스톱워치가 아닌 기계 방식으로 처리하기 때문에 더 쉬운 방법입니다. 아래 코드는
Fanuc G20 인치 측정 또는 인치 프로그래밍 . CNC 기계를 사용하면 모든 유형의 구성 요소를 프로그래밍하고 기계 가공할 수 있습니다. 같은 방식으로 cnc 기계 제어는 미터법뿐만 아니라 프로그래밍할 수 있는 최고의 유연성을 제공합니다. 인치 체계에서도 마찬가지입니다. . Fanuc cnc 제어 G20에서 및 G21 인치와 미터법 사이를 변경하는 데 사용됩니다. 이 cnc 프로그래밍 예제는 Fanuc G20 G 코드의 사용법을 보여줍니다. Fanuc G20 프로그램 예시 Fanuc G20 CNC 프로그램 예 N1 T
Fanuc G21 밀리미터 측정 또는 밀리미터 프로그래밍 . CNC는 미터법으로 프로그래밍할 수 있는 유연성을 제공합니다. 또는 인치 체계 . 화낙 G21 G 코드는 CNC를 미터법으로 변경합니다. 그래서 여기 초보 수준의 cnc 프로그래머를 위한 또 다른 cnc 프로그래밍 예제가 있습니다. . 이 cnc 프로그래밍 예제는 Fanuc G21 G 코드를 사용합니다. . Fanuc G21 프로그래밍 예 N1 T0505N2 G92 S1500 M03N3 G21 G96 S150N4 G00 X0 Z5N5 G42 G01 Z0 G95 F
부품을 가공할 때 도구가 항상 가공 중일 필요는 없습니다. 아침에 기계를 시작하면 공구 터릿이 충돌이 없는 안전한 위치에 있을 것이며 새 공작물에 대한 사이클 시작 버튼을 누르면 공구 터릿 디스크가 적절한 공구를 위해 회전하고 공구가 완전한 상태로 공작물에 도달합니다. 피드(빠르게). CNC G-Code G00 급이송 해당 공구가 가공을 완료하면 다음 공구 교환을 위해 동일한 급속 이송으로 다시 공작물에서 멀어지고 두 번째 공구는 동일한 급속 이송으로 제공됩니다. 공작물의 전체 가공 시간을 단축하려면 위에서 언급한 움직임이
축 현재 위치에 대한 Sinumerik 840D 시스템 변수 $AA_IM Siemens Sinumerik 840D는 CNC 기계공에게 원하는 방식으로 CNC 기계를 프로그래밍할 수 있는 최고의 유연성을 제공합니다. 자신만의 변수를 생성할 수 있습니다. Sinumerik 840D 시스템 변수에 액세스할 수 있습니다. . 다음은 Sinumerik 840D 시스템 변수를 통해 축 현재 위치에 액세스하는 방법입니다. Sinumerik 840D 시스템 변수 $AA_IM $AA_IM은 기계 좌표계 MCS에서 현재 축 값을 알려줍니다. 예
SINUMERIK 840D 프로그래밍 이 블로그 게시물은 Siemens의 sinumerik 840D cnc 제어에 관한 것입니다. 이 게시물은 sinumerik 840D cnc 제어를 위한 cnc 프로그래밍에서 사용할 수 있는 루프 명령(제어 구조) 중 하나를 설명합니다. 다음과 같이 Sinumerik 840D 프로그래밍에서 사용할 수 있는 여러 제어 구조가 있습니다. 만일 루프 대해 동안 반복 다음은 WHILE 루프의 사용법을 보여주는 cnc 프로그래밍 예제입니다. CNC 프로그램 예시 G01 G90 X0 Z10 F1000
당신은 CNC 기계를 작동하고 있고 중간에서 CNC 프로그램을 기억할 필요가 없다는 것이 믿기지 않습니다. 매일 여러 번 중간 또는 알려진 블록 번호에서 cnc 프로그램을 호출해야 합니다. CNC 기계를 작동하다 보면 공구 인서트가 심하게 손상되어 인서트를 교체하고 거의 중간부터 CNC 프로그램을 실행해야 하는 경우가 있습니다. CNC 블록 검색이란 무엇인가요? cnc 블록 검색은 우리가 선택한 cnc 프로그램 블록에서 cnc 프로그램을 실행할 수 있는 기능을 제공하는 cnc 기계 제어의 기능입니다. 선택한 cnc 프로그램 블록은
Sinumerik 840D 시스템 변수 명명 팁 sinumerik 840D cnc 제어에는 여러 시스템 변수가 있으므로 기억하기가 쉽지 않습니다. sinumerik 840D 시스템 변수는 기억하기 쉬운 방식으로 이름이 지정됩니다. 몇 가지 규칙만 기억하면 됩니다. sinumerik 840D cnc 제어의 모든 시스템 변수는 이러한 규칙 또는 명명 규칙을 적용합니다. Sinumerik 840D 시스템 변수 첫 글자 첫 글자 의미 백만 달러 머신 데이터 $S 데이터 설정 $T 공구 관리 데이터 $P 프로그래밍된 값 $A 현
다음은 거의 모든 cnc 기계에서 볼 수 있는 cnc G 코드 G33 /G32에 대한 설명입니다. Fanuc cnc 제어에서 이것은 특수 나사 절삭을 위한 Fanuc G32 G 코드로 존재합니다 Fanuc G33은 없지만 G33이든 G32이든 기능은 동일합니다. 대부분의 CNC 컨트롤에서 G33으로 할 수 있는 모든 기능은 Fanuc G32 G 코드로 할 수 있습니다. 아래에서는 가끔 G33만 사용하지만 이 모든 것이 G32에도 적용됩니다. 예 – G32를 사용한 테이퍼 스레딩 G33/G32 스레딩 G-코드를 사용한 스레딩 가능성
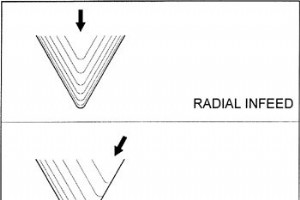
fanuc cnc 제어를 사용하여 cnc 기계에서 나사산을 가공하는 동안 나사 인피드 각도를 제어하는 방법을 간략하게 설명했습니다. 스레드 인피드 각도의 차이점과 다양한 스레드 인피드 각도의 장단점을 간략하게 설명하는 비디오(Sandvik Coromant의 스레드 인피드 팁 a 비디오)를 시청하는 것이 좋습니다. Fanuc G76 스레딩 사이클은 원하는 방식으로 스레딩할 수 있는 완전한 유연성을 제공합니다. Fanuc G76 스레딩 주기 N5 G76 P010060 Q100 R0.05N6 G76 X30 Z-20 P1024 Q2
CNC 기계