

산업 제조
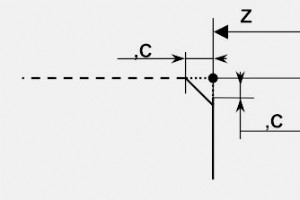
G01 G Code로 프로그래밍된 선형 이동은 모따기(C) 또는 반경(R)에 의해 다음 CNC 프로그램 블록의 이동에 연결될 수 있습니다. 관련:CNC 프로그램 예의 G01 모따기 및 코너 라운딩 G01 모따기 프로그래밍 모따기는 문자 C 뒤에 값이 오는 것으로 식별할 수 있습니다. N12 …..N13 G1 X… Z… C…N14 ….. G01 모따기 프로그래밍 G01 반경 프로그래밍 반경은 문자 R 뒤에 값이 오는 것으로 식별할 수 있습니다. N12 …..N13 G1 X… Z… R…N14 ….. G01 반경 프로그래밍
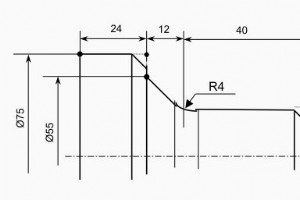
G01 G 코드로 모따기 및 코너 반경을 프로그래밍하는 방법에 대한 간략한 설명은 다음 cnc 프로그래밍 기사G01 G 코드로 모따기 및 반경 프로그래밍을 참조하십시오. 다른 cnc 예제 프로그램 기사를 읽을 수도 있습니다. 이 cnc 프로그래밍 기사는 작업 현장에서 작업하는 cnc 프로그래머/cnc 기계 기술자를 위한 좋은 cnc 프로그래밍 참조입니다. 초보자를 위한 CNC 프로그래밍 간단한 CNC 프로그래밍 예제 인치 단순 CNC 선반 프로그램의 CNC 프로그래밍 예 선반 CNC 프로그래밍 예제 초보자를 위한 CNC 밀링 머
Fanuc 시리즈 21i 18i 16i G76 스레딩 주기를 사용한 나사 절삭 Fanuc G76 사이클은 외부 및 내부 스레드 절단에 사용할 수 있습니다.Fanuc 시리즈 21i 18i 16i cnc 제어 장치는 G76 스레드 사이클의 두 가지 프로그램 블록 형식을 사용합니다. Fanuc 21i/18i/16i에서 G76을 사용한 내부 스레드의 예는 G76 스레드 주기를 사용한 Fanuc 21i 18i 16i의 내부 스레드 읽기 관련:Fanuc 10/11/15T용 G76 스레딩 사이클 1라인 형식 G76을 사용한 외부 미터 나
fanuc 컨트롤 21i/18i/16i에서 G76 스레딩 사이클을 사용한 내부 스레딩용 CNC 프로그램. G76 스레딩 사이클을 사용한 외부 스레딩의 예는 Fanuc 21i 18i 16i CNC에서 G76 스레딩 사이클을 사용한 외부 스레드 절단을 참조하십시오. Fanuc 21i/18i/16i는 G76 스레딩 주기의 두 가지 블록 형식을 사용합니다. 관련:Fanuc 10/11/15T용 G76 스레딩 사이클 1라인 형식 Fanuc G76 나사 가공 주기에는 기억하기 어려운 여러 매개변수가 있지만 동시에 G76 나사 주기의 여
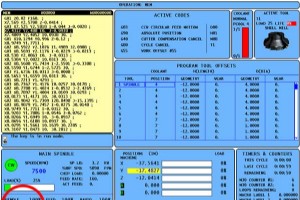
Run Stop Jog Continue(RSJC)는 Haas 밀 및 선반에서 사용할 수 있는 CNC 제어 기능입니다. Haas Run Stop Jog Continue(RSJC) 개요 RSJC를 사용하면 실행 중인 프로그램을 중지하고 부품에서 멀리 조깅한 다음 프로그램 실행을 다시 시작할 수 있습니다. 공구가 부품에서 멀어지면 마모된 인서트 또는 파손된 공구를 교체하거나 중요한 기능을 검사할 수 있습니다. 그런 다음 프로그램을 재개할 수 있습니다. 몇 가지 주의 사항! 프로그램이 계속되면 OLD 또는 현재 활성화된 오프셋이 반환
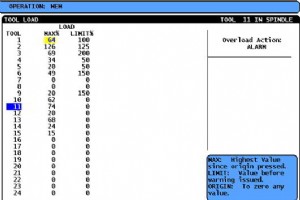
Haas CNC의 공구 부하 모니터링 Haas cnc 제어에는 CNC 작업자가 각 도구에 대한 부하 제한을 쉽게 설정할 수 있도록 하는 도구(스핀들) 부하 모니터링을 위한 조항이 있습니다. 현재 명령 디스플레이에 표시되고 화면이 표시될 때까지 페이지를 아래로 누릅니다. 최대값을 입력하면 설정 84 공구 과부하 조치에 따라 기계에서 경보, 공급 보류 또는 경고음이 발생합니다. 더 나은 공구 보호를 위한 Haas 공구 부하 모니터링 공구 부하 모니터링 기능은 다음을 통해 기계 손상을 방지할 수 있습니다. 도구 오류 예기치 않

CNC 리지드 태핑 대부분의 CNC 공작 기계는 이제 강성 태핑 기능을 표준 기능으로 제공합니다. 리지드 태핑 중에는 기계의 스핀들 회전과 이송이 동기화되어 리지드하게 장착된 탭이 구멍 안팎으로 빠르게 구동되므로 특정 스레드 피치와 일치합니다. 엄격한 태핑 G331/G332를 사용하는 Sinumerik 840D/810D의 리지드 태핑 Sinumerik 840D/Sinumerik 810D에서 고정 탭핑은 G331/G332 G 코드로 수행됩니다. G331 탭핑G332 후퇴와 함께 탭핑. 스핀들은 회전 방향을 자동으로 변경합니다

G 코드는 준비 코드(준비 기능)라고도 합니다. 완전한 CNC G 코드 목록 전체 G 코드 목록 Fanuc 및 유사하게 설계된 CNC 컨트롤에서 일반적으로 발견되는 G 코드 목록 G 코드 그룹 함수 A 비 C G00 G00 G00 01 포지셔닝(급 이송) G01 G01 G01 선형 보간(절단 피드) G02 G02 G02 원형 보간 CW 또는 헬리컬 보간 CW G03 G03 G03 원호 보간 CCW 또는 헬리컬 보간 CCW G04 G04 G04 00 드웰 G07.1(G107) G07.1(G107) G07.1(G107)

HAAS CNC 선반 기타 기능 Haas CNC 선반 M-코드 M-코드 설명 M00 프로그램 중지 – 모달 M01 옵션 프로그램 정지 - 모달 M02 프로그램 종료 – 모달 M03 앞으로 스핀들(S) – 모달 M04 스핀들 반전(S) – 모달 M05 스핀들 정지 – 모달 M08 냉각수 켜기 – 모달 M09 냉각수 꺼짐 – 모달 M10 척 클램프 – 모달 M11 척 언클램프 – 모달 M12 자동 에어 제트 켜기(P) – 모달/옵션 M13 자동 에어 제트 오프 - 모달/옵션 M14 메인 스핀들 클램프 - 모달
HAAS CNC 선반 준비 기능 Haas CNC 선반 G-코드 G00 급속 위치 동작G01 선형 보간 동작 또는 선형 동작, 모따기 및 코너 라운딩 – 모달G02 CW 순환 보간 동작 – 모달G03 CCW 원형 보간 동작 – 모달G04 드웰 (P) P=초. 밀리초G05 미세 스핀들 제어 동작(라이브 툴링) – 옵션G09 정위치 정지G10 프로그래밍 가능한 오프셋 설정G14 메인-스핀들/하위 스핀들 스왑 – 옵션 G15 메인-스핀들/서브-스핀들 교체 취소 – 옵션G17 원형 모션 XYZ 평면 선택 라이브 툴링(G02, G03)
Fanuc G94 원패스 페이싱 사이클 Fanuc G94 G 코드는 거친 페이싱에 사용됩니다. Fanuc G94 페이싱 사이클은 단순 페이싱(1패스 페이싱)에 사용되지만 추가 패스의 Z축 위치를 지정하여 여러 패스가 가능합니다. 관련:Fanuc G72 외장 통조림 사이클 Fanuc G94 페이싱 사이클은 프로그래밍 및 사용이 매우 간단합니다. G94 G 코드 매개변수는 아래에 설명되어 있습니다. G94 X… Z…X:X축의 끝점.Z:Z축의 끝점. Fanuc G94 페이싱 사이클을 사용한 CNC 프로그램 코드 Fanuc

M19 스핀들 방향 M19 스핀들 오리엔테이션. M19 M 코드는 정의된 각도 위치에서 스핀들을 정지시킵니다. 스핀들 방향 사용 스핀들 방향은 일반적으로 CNC 선반 기계의 밀링 작업(라이브 툴링)에 사용됩니다. 메인 스핀들과 서브 스핀들은 불규칙한 공작물을 이송하도록 방향을 잡을 수 있습니다. M19 스핀들 방향 Fanuc의 M19 스핀들 방향 정지 각도는 선택적 주소 S(Fanuc)를 통해 프로그래밍됩니다.예: N22 ……N23 M19 S45N24 …… Haas CNC의 M19 스핀들 방향 M19는 스핀들을 고정 위
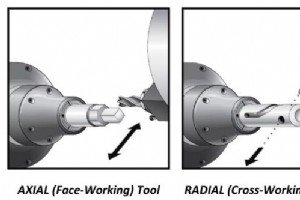
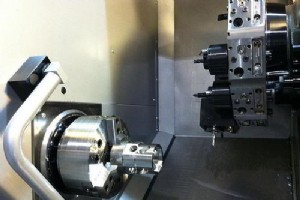
CNC 선반 라이브 툴링 정의 CNC 선반 라이브 툴링 옵션을 사용하면 부품의 표면과 직경 주변에서 드릴링 또는 태핑과 같은 보조 작업을 수행하기 위해 축 또는 방사형 구동 도구를 구동할 수 있습니다. 메인 스핀들은 부품 포지셔닝 및 반복성을 위해 정확한 증분으로 인덱싱을 제공합니다. cnc 선반 라이브 도구 축 및 방사형 CNC 선반 기계에서 라이브 툴링을 사용하기 전에 CNC 선반 기계는 라이브 툴링 작업을 위해 준비되어야 합니다.예: G81, G82, G83, G85, G89, G95 주기로 매개변수 Haas CNC
라이브 툴링 선반 프로그래밍 이것은 Haas cnc 선반 기계에서 구동 공구(라이브 툴링) 및 스핀들 방향의 사용을 보여주는 라이브 툴링 선반 프로그래밍 예제입니다. Haas cnc 선반 기계의 라이브 툴링 및 관련 M 코드에 대한 간략한 소개는 다음을 참조하십시오. CNC 선반 라이브 툴링 정의 및 관련 Haas CNC M-코드 M19 스핀들 방향 - M119 서브 스핀들 방향 Haas CNC 선반 M-코드 Haas CNC 선반 G 코드 라이브 툴링 프로그램 예제 코드 스핀들 제어에 C축을 사용하는 동일한 CNC 프로그램
라이브 툴링 선반 프로그래밍 이것은 Haas cnc 선반 기계에서 구동 공구(라이브 툴링) 및 스핀들 방향의 사용을 보여주는 라이브 툴링 선반 프로그래밍 예제입니다. Haas cnc 선반 기계의 라이브 툴링 및 관련 M 코드에 대한 간략한 소개는 다음을 참조하십시오. CNC 선반 라이브 툴링 정의 및 관련 Haas CNC M-코드 M19 스핀들 방향 - M119 서브 스핀들 방향 Haas CNC 선반 M-코드 Haas CNC 선반 G 코드 라이브 툴링 프로그램 예제 코드 O0051 N10 T101 N15 G54 N20 G00

C축을 사용한 라이브 툴링 선반 프로그래밍 이것은 Haas cnc 선반 기계에서 구동 공구(라이브 툴링) 및 C축의 사용을 보여주는 라이브 툴링 선반 프로그래밍 예제입니다. Haas cnc 선반 기계의 라이브 툴링 및 관련 M 코드에 대한 간략한 소개는 다음을 참조하십시오. CNC 선반 라이브 툴링 정의 및 관련 Haas CNC M-코드 Haas CNC 선반 M-코드 Haas CNC 선반 G 코드 이 cnc 프로그램 예제는 C축 명령으로 메인 스핀들을 제어하지만 스핀들 방향 M19를 사용하는 동일한 프로그램 예제는 여기에서
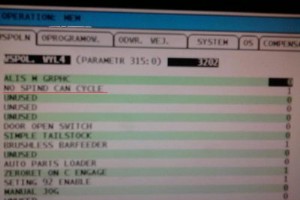
라이브 툴링이 포함된 Haas CNC 사이클 G81, G82, G83, G85, G89, G95 페이스 또는 축 라이브 툴링과 함께 G81, G82, G83, G85, G89, G95 고정 사이클을 사용하기 전에 Haas CNC 매개변수 315 비트 1(스핀들 CAN 사이클 없음)이 올바르게 설정되었는지 확인해야 합니다. Haas 매개변수 315 공통 스위치 4 – Haas 선반 Haas CNC 매개변수 315비트 1(NO SPIND CAN CYCLE) Haas CNC 매개변수 315비트 1 Haas CNC 선반 매개변수 3
CNC G01 A… 각도 프로그래밍 반경(G01 R…) 또는 외에 G1(G01) G 코드 명령과 이동 좌표 X 및/또는 Z의 끝을 사용하는 경우 최종 지점에서 모따기(G01 C…), 프로그래머는 이동 각도(G01 A…)를 표시할 수 있습니다. G01 G 코드로 모따기 및 코너 반경을 프로그래밍하는 방법에 대한 간략한 설명은 다음 cnc 프로그래밍 기사G01 G 코드로 모따기 및 반경 프로그래밍을 참조하십시오. G01 각도 프로그래밍 각도를 프로그래밍할 때 값 A는 0° ~ 360° 범위에서 양수 또는 음수일 수 있습니다.
회전당 이송(G95) G95 회전당 피드 G95(회전당 이송)는 피드 명령을 회전당 mm(mm/rev) 또는 스핀들의 회전당 인치로 해석하도록 컨트롤에 지시하는 모달 G 코드입니다. G01 F0.02 위의 cnc 프로그램 코드는 스핀들이 회전할 때마다 축이 0.02mm 전진하도록 합니다. G95가 활성화되면 피드 값은 F0.05, F0.15, F0.3, F0.5 등으로 프로그래밍됩니다. N11 ……N12 G95 ; Program with G95 (F= mm/rev.)N13 G1 Z-20 F0.2N14 …… 회전당 G95

분당 피드(G94) G94 G-코드는 모달 G-코드입니다. G94는 피드 명령을 다음과 같이 해석하도록 컨트롤에 지시합니다. 선형 이동의 경우 인치/분 또는 mm/분. 회전 동작의 분당 도. 선형 및 회전 이동 조합의 경우 인치/분 또는 mm/분 선형 이동과 회전 이동의 조합이 프로그래밍되면 회전 이동이 선형 이동에 걸리는 시간과 일치합니다. G94 기능은 피드 F를 mm/min 또는 인치/분 단위로 선택합니다. 이 기능이 활성화되면 피드 값이 F50, F150, F500, F2000 등으로 프로그래밍됩니다. G94(분당
CNC 기계





