

 필라메트 코브레
필라메트 코브레 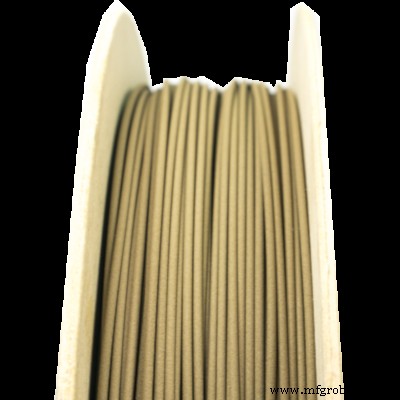 필라메트 브론스
필라메트 브론스 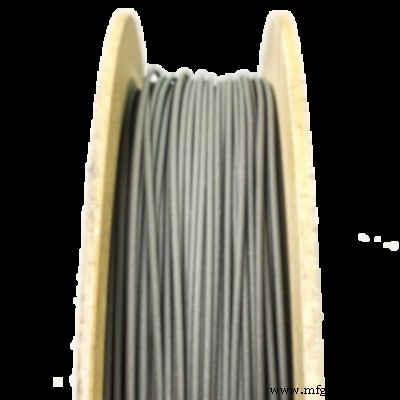 필라메트 아세로
필라메트 아세로  필라메트
필라메트 
3D 프린팅

산업 제조

Virtual Foundry는 위스콘신에 본사를 두고 있는 미국 회사로 용융 금속 부문의 뛰어난 전문가들이 설립했으며 2014년부터 3D FDM 금속 인쇄용 필라멘트 및 액세서리 범위를 개선하고 성장시키기 위해 지속적으로 노력해 왔습니다. 처음에 그들은 황동, 구리 또는 청동의 비율이 높은 필라멘트를 제조할 수 있었지만 소결 후 구조에는 금속의 특성이 포함되지 않았습니다. Kickstarter 캠페인을 통해 The Virtual Foundry는 순수한 금속과 동일한 속성을 달성하기 위해 필라멘트를 발전시키고 재료 범위를 확장할 수 있는 충분한 지원을 받았습니다(316L 스테인리스 스틸, 고탄소 철, 6061 알루미늄 및 텅스텐). 모든 유형의 Filamet ™은 기본 금속과 생분해성 및 생태학적 폴리머(PLA)로 구성됩니다. 이 소재에는 노출된 금속 입자와 인쇄 중에 방출될 수 있는 휘발성 용매가 없습니다. 이러한 재료는 인쇄 속성이 PLA와 유사하기 때문에 인쇄가 매우 간단하여 3D FDM 프린터 사용자가 고가의 산업용 3D FDM 금속 프린터를 구입할 필요 없이 이러한 필라멘트로 부품을 만들 수 있습니다. Filamet™ 소재의 주요 장점 중 하나는 DMLS 기술로 가능한 것과 유사한 속성을 달성하지만 특정 제한 사항이 있다는 것입니다. PLA가 제거된 이 필라멘트로 인쇄된 조각을 소결해야 하기 때문에 조각은 다공성, 부피 손실 및 비등방성을 갖습니다. DMLS 3D 프린터는 매우 세밀하고 레이어 높이가 0.02mm이며 후처리가 필요 없이 완전히 견고한 부품(주물과 유사)을 인쇄할 수 있습니다. Filamet™ 3D FDM 인쇄에 비해 유일한 단점은 재료, 제조 비용입니다. 그리고 프린터 자체.


인쇄된 부품을 완전히 금속으로 만들려면 오븐에서 소결해야 합니다. 소결은 압축된 금속 분말로 형성된 물체를 기반으로 고체 부품을 제조하는 과정으로, 용융 온도보다 낮은 온도에서 열처리가 적용되지만 저항 방식으로 금속 입자를 결합할 수 있을 만큼 충분히 높으면 결과적으로 완전히 단단한 블록. Filamet™으로 인쇄한 후 조각을 소결하여 필라멘트의 일부인 PLA를 제거해야 합니다. 소결은 개방형 환경이나 진공 또는 불활성 환경의 오븐에서 수행할 수 있습니다.
개방 환경에서 소결하기 위한 소결용 코코넛 껍질 석탄, 내화 용기(도가니) 및 Al2 오3 내화성 분말이 필요합니다. 이 과정은 최상의 결과를 위해 조각의 거친 가장자리를 샌딩하는 것으로 시작됩니다.
먼저 도가니 표면에 여유 공간을 남겨두고 내화성 분말로 도가니를 채워야 합니다. 그런 다음 공작물을 내화성 분말에 담가야 하며 공작물의 표면과 도가니의 벽 및 상부 및 하부 사이에 최소 15mm의 간격을 두어야 합니다. 내화성 분말은 압축되어서는 안 됩니다.
이때 소결하고자 하는 재료에 따라 도가니 표면의 빈 공간을 소결탄으로 채우거나 도가니를 로에 넣어야 한다.


진공 또는 불활성 환경에서 소결하려면 도가니(조리 용기)와 내화 분말이 필요 . 조각은 조각을 도가니 내부에 놓고 내화성 먼지로 덮어 소결을 위해 준비합니다. 이때 조각과 도가니 표면 사이에 최소 10mm의 먼지가 있어야 합니다. 그런 다음 도가니를 오븐에 넣습니다.
Virtual Foundry는 개방된 환경이나 진공 또는 불활성 환경에서의 소결에 대해 다음과 같은 권장 온도 표를 제공합니다.
| 소재 | 최대 소결 온도 |
|---|---|
| 브론즈 | 871ºC |
| 구리 | 1074ºC |
| 316L | 1260ºC |
| 인코넬 | 1260ºC |