

CNC 기계

산업 제조
제출자:Brian
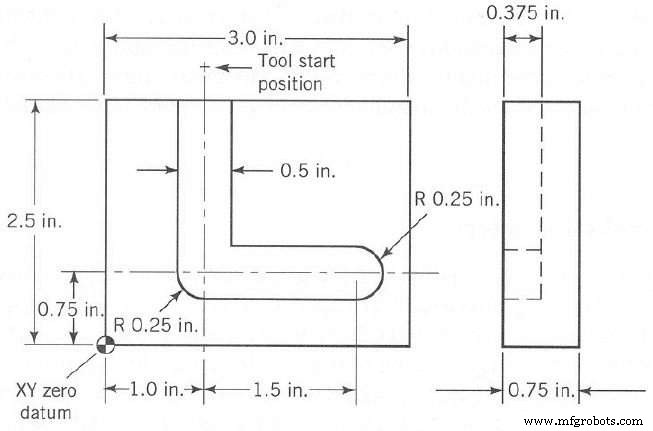
% (Indicates start of program) N005 G90 G70 (Specifies absolute dimensions, inch units) N010 G97 G94 T01 (Specifies units for speed and feed rate; loads first tool) N015 G00 X1000 Y3000 Z250 F0 (Rapid positioning of tool to start point) N020 G01 Z-375 M03 S500 F10 (Turns on spindle, feeds tool to required depth) N025 Y750 (Machines the vertical portion of the L) N030 X2500 (Machines the horizontal portion of the L) N035 Z250 (Retracts tool to 0.25 in above part surface) N040 G00 X-1000 Y-1000 (Moves to safe location at rapid rate) N045 M30 (Turns off all machine functions)
CNC 기계
제출자:Jack 요약 내 cnc 클래스 예제의 매우 간단한 cnc 프로그램입니다. 그림/이미지 CNC 프로그램 N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
제출자:BEATA 요약 Q. 표시된 수치에 대한 CNC Part Program 작성 측면 밀링의 경우 속도 1200rpm 및 이송 100mm/min홀 드릴링의 경우 속도 1200rpm 및 이송 80mm/min슬롯 밀링의 경우 속도 1200rpm 및 이송 120mm/min 구멍 직경을 15mm로 설정합니다.절대 좌표계를 사용합니다. 해결책: 작업 순서:1 기준점, 좌표계, 도구 설정, 이송 및 속도 값 제공2 반경 보정용 커터 설정 왼쪽 오프셋3 도구를 A에 설정, 스핀들 시작 및 포기 피드(-Z 방향)4 측면 밀링의 추가 절