

제조공정

산업 제조
<시간 />
어떤 형태로든 아이스 스케이팅은 수천 년 동안 존재해 왔습니다. 증거에 따르면 기원전 1000년 <작은> 스칸디나비아인들은 엘크, 소, 순록의 정강이 또는 갈비뼈로 조잡한 칼날을 만들어 장화에 묶었습니다. 팀 간 얼음 위에서 하는 게임은 이미 2세기 A.D. 에 기록되었습니다. 네덜란드에서는 중세 시대에 남녀 모두 운하에서 스케이트를 탔습니다. 스코틀랜드 역사는 적의 영토를 공격하기 위해 스케이트를 타고 얼어붙은 습지를 건너는 군대의 이야기를 들려줍니다. 아이스 스케이팅은 스코틀랜드에서 매우 유명해져서 1742년 에딘버러에 최초의 스케이팅 클럽이 설립되었습니다. 1848년에 E.W. Bushnell은 최초의 아이언 을 발명했습니다. 부츠에 끼울 수 있는 아이스 스케이트.
1800년대에 아이스 스케이팅의 인기는 급상승했습니다. 런던, 비엔나, 뉴욕에 스케이팅 클럽 개설 링크는 캐나다 토론토와 스위스 다보스에 건설되었습니다. 1876년에는 최초의 인공 얼음 아이스링크인 Glaciarium이 런던에 문을 열었습니다. 19세기에는 스피드 스케이팅이라는 스포츠가 소개되었고 고전 무용 이론이 적용되어 피겨 스케이팅 스포츠가 탄생했습니다.
아이스 스케이트에는 하키 스케이트, 피겨 스케이트, 스피드 스케이트의 세 가지 기본 유형이 있습니다. 스피드 스케이트는 한 방향으로 최적의 속도를 낼 수 있도록 설계되었으며, 스케이터는 오른발을 왼발 위로 움직입니다. 스피드 스케이트는 길이가 최대 46cm, 너비가 0.03-0.06인치(0.08-0.15cm)인 직선형 날이 특징입니다. 블레이드는 중공 강철 튜브로 강화됩니다. 부츠는 매우 가볍고 얇은 가죽으로 구성되어 있습니다.
하키 스케이트는 스케이터가 오른발을 왼발 위로, 왼발을 오른발 위로 움직일 수 있도록 제작되었습니다. 일반적으로 폭이 0.06인치(0.15cm)인 블레이드도 속이 빈 튜브로 보강됩니다. 부츠는 밑창에서 4-5인치(10-13cm)로 짧고 플라스틱 캡과 발가락 부분의 추가 가죽으로 강화되었습니다. 이것은 다른 스케이트의 날로부터 스케이터의 발을 보호합니다. 원래 하키 스케이트는 플라스틱 밑창, 뒤쪽의 안전 팁, 단단한 발가락이 있는 가죽으로 만들어졌습니다. 그런 다음 절단에 대해 훨씬 더 강력한 보호 기능을 제공하는 방탄 나일론이 도입되었습니다. 최신 혁신은 플라스틱 지지대와 플라스틱 튜빙이 있는 플라스틱 성형 부츠를 특징으로 합니다. 두툼하게 패딩된 탈착식 라이너는 핏을 조절하는 데 도움이 됩니다.
피겨 스케이트에는 회전용으로 설계된 0.125인치(0.32cm) 강철 블레이드가 장착되어 있습니다. 칼날은 바닥이 비어 있어 바깥쪽 가장자리만 얼음에 닿습니다. 토 픽이라고 하는 블레이드 전면의 일련의 예리한 각도는 토 점프에서 착지를 용이하게 합니다. 피겨 스케이트는 발목을 완전히 덮는 밑창에서 상단까지 7-8인치(18-20cm) 높이의 부츠가 있습니다.
아이스 스케이트는 가죽, 나일론, 플라스틱, 강철 및 기타 다양한 합성 재료로 구성됩니다. 대부분의 경우 원자재는 외부 공급업체에서 구입합니다. 아이스 스케이트 제조업체는 가죽이 회사의 사양에 따라 세척되고 무두질되었는지 확인하기 위해 가죽을 면밀히 검사합니다. 캥거루 가죽은 피겨 스케이트에 사용되는 인기 있는 스킨 중 하나입니다. 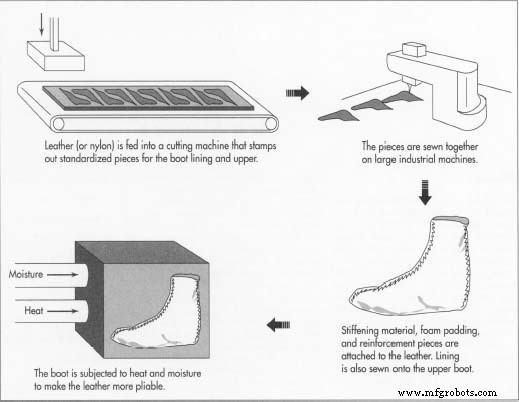 니트 나일론과 성형 플라스틱은 일반적으로 하키와 스피드 스케이트에 사용됩니다. 가죽과 나일론은 방수 처리가 되어 있습니다.
니트 나일론과 성형 플라스틱은 일반적으로 하키와 스피드 스케이트에 사용됩니다. 가죽과 나일론은 방수 처리가 되어 있습니다.
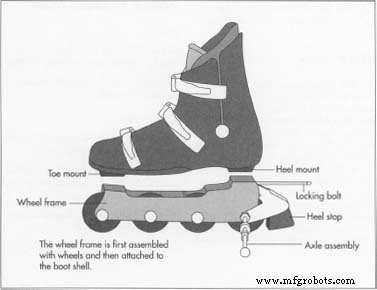
블레이드는 일반적으로 강화 강철로 만들어지고 고품질 크롬으로 코팅됩니다. 일부 블레이드 제조업체는 금속에 티타늄을 추가할 수 있습니다. 스케이트 제조업체는 외부 제조업체와 계약하여 다양한 스타일과 크기의 블레이드를 공급합니다. 경쟁적인 스케이터(레크리에이션 스케이터와 반대)는 일반적으로 전문가가 블레이드를 장착합니다.
시멘트, 바느질 실 및 기타 합성 재료도 외부 공급업체에서 구입하여 스케이트 제조 공장에 비축합니다.
올림픽 위원회나 미국 아이스 스케이팅 연맹 모두 아이스 스케이트 제조에 관한 요구 사항을 가지고 있지 않습니다. 그러나 제조업체는 전문 스케이터와 코치의 요구와 제안에 세심한 주의를 기울입니다.
먼저 깔창이 마지막에 고정됩니다. 그런 다음 장화를 손으로 단단히 잡아당겨 마지막 신발의 바닥 위로 당깁니다. 작업자는 아치에서 뒤꿈치로, 아치에서 발가락으로 작업하면서 모든 주름이 제거되었는지 확인해야 합니다. 압정 또는 시멘트는 아치, 발 뒤꿈치 및 발가락을 깔창에 부착합니다.
제조 공정에는 여러 검사 지점이 포함됩니다. 각 위치에서 검사관은 다양한 조각의 정렬을 확인합니다. 솔기와 구멍의 직진성과 균일성을 확인합니다. 느슨한 실과 주름과 같은 구조적 및 시각적 결함이 제거됩니다.
대부분의 아이스 스케이트 제조업체에는 제품의 설계 및 테스트에 참여하는 전문 스케이터가 있습니다.
제조공정
InductICE의 EU 자금 지원 이 프로젝트는 합성 날개를 위한 고유한 얼음 보호 시스템의 개발 및 테스트를 지원했습니다. 항공기의 얼음 형성은 과냉각수가 항공기 표면과의 충돌로 얼어붙을 때 특정 조건에서 발생합니다. 날개의 앞쪽 가장자리와 윗면에 있는 매우 얇은 층이나 작은 얼음 조각도 항력 및 양력에 상당한 영향을 미치므로 항공기 안전에 영향을 줄 수 있습니다. 최근까지 얼음 보호 시스템에는 두 가지 주요 유형이 있었습니다. 하나는 얼음이 형성되는 것을 방지하는 것(방빙)이고 다른 하나는 얼음이 형성되면 제거하는 것(제빙)입
창고나 산업 시설에서 중장비를 옮기는 것은 위험한 작업입니다. 종종 수천 파운드의 기계는 한 위치에서 다른 위치로 이동해야 합니다. 움직이는 거대한 물체는 효율적인 관리가 필요합니다. 적절한 자재 취급 장비가 없으면 위험하지는 않더라도 어려울 수 있습니다. Cherrys Industrial은 창고나 작업장에서 무거운 짐을 안전하게 운송하는 데 도움이 되는 세 가지 자재 처리 옵션을 제공합니다. 이름이 다르게 들리지만 세 가지 도구는 제품을 한 곳에서 다른 곳으로 옮기는 동일한 일반적인 목적을 수행합니다. 이러한 이동 장치는 롤러