

제조공정

산업 제조
<시간 />
콤바인은 밀, 옥수수, 대두, 밀로, 유채, 쌀과 같은 곡물을 수확하는 데 사용되는 대형 자체 추진 농업 기계입니다. 그 이름에서 알 수 있듯이, 결합은 두 가지, 때로는 그 이상을 수행하는 기본적인 수확 기능을 수행합니다. 먼저 작물을 수확(자르기)한 다음 타작하여 종자 덮개 및 기타 부스러기에서 곡물 알갱이를 분리합니다. 왕겨). 일부 콤바인은 타작 후에 남은 짚을 포장할 수도 있습니다. 목화를 따기 위해 기계를 장착할 수도 있습니다.
콤바인은 매우 큰 장비 조각입니다. 운전자는 시야를 확보할 수 있도록 전체 길이의 창문이 있는 높은 운전실의 장비 상단에 앉습니다. 곡식 탱크와 타작된 곡식을 제거할 수 있는 슈트로 덮인 길고 사각형의 몸체는 거대한 전면 장착 드라이브 휠과 더 작고 더 얇은 후면 스티어링 휠을 타고 있습니다. 터보 차저 디젤 엔진은 콤바인을 추진하고 헤더에서 탈곡 실린더를 통해 곡물 탱크로 곡물을 이동한 다음 대기 중인 트럭으로 이동하는 헤더, 탈곡 실린더, 청소 시스템 및 오거에 동력을 제공합니다.
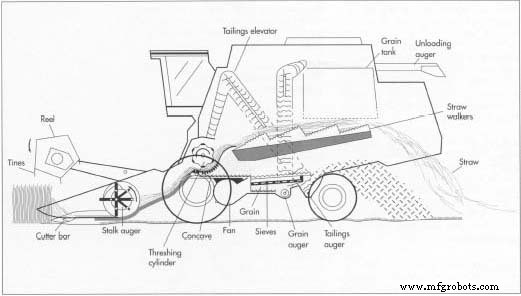
콤바인이 곡물 줄을 따라 진행됨에 따라 전면 구성요소인 릴, 지면과 평행하게 놓인 커다란 육각형 금속 조각이 회전하면서 곡식 줄기를 기계로 쓸어 올립니다. 다양한 작물을 수확하려면 다양한 릴 디자인이 필요합니다. 예를 들어, 밀 릴은 줄기를 잘 익은 곡식 이삭 바로 아래로 자르는 도마로 분리하는 반면, 옥수수 릴은 줄기에서 옥수수 이삭을 벗겨내어 땅에 평평하게 둡니다. 오늘날 농부들은 다양한 유형과 크기의 헤더 모델 중에서 선택할 수 있습니다. 아래 설명은 콤바인을 통한 밀의 진행을 설명합니다.
콤바인 본체 내부로 들어가면 줄기가 빗처럼 보이는 구성요소인 커터 바에 부딪힙니다. 빗의 "갈퀴"가 줄기를 잡으면 칼과 같은 도구가 지면 근처에서 줄기를 자릅니다. 그런 다음 줄기는 줄기 오거를 통해 엘리베이터로 운반됩니다. 큰 금속 실린더인 오거에는 곡물을 가두어 운반할 수 있도록 나사 모양의 돌출부가 있습니다. 지면과 평행하게 설치된 줄기 오거는 절단된 줄기를 엘리베이터로 쓸어넘깁니다. 컨베이어 벨트가 장착된 한 쌍의 롤러는 곡물을 콤바인의 심장인 타작 실린더로 위쪽으로 운반합니다. 이 실린더는 돌기가 있는 대형 롤러입니다. 잘린 반달 모양의 홈( 오목한 부분) 위로 고속 회전 실린더는 줄기의 머리에서 곡물 커널을 분리합니다.
낟알에서 분리되면 줄기는 타작 실린더의 막대에 의해 휩쓸려 일련의 밀짚 보행기 중 첫 번째 부분에 쌓입니다. 이들은 콤바인의 뒤쪽으로 점차적으로 내려가는 크고 약간 겹치는 정사각형 플랫폼입니다. 약간 진동하는 첫 번째 보행기는 빨대가 두 번째로 떨어지도록 하고 두 번째 보행기는 빨대가 세 번째 및 가장 낮은 곳으로 떨어질 때까지 흔들며, 이 지점에서 슈트를 통해 땅으로 떨어뜨리거나 나르는 기계에서 포장됩니다. 베일에. 곡물의 줄기와 달리 낟알은 오목한 틈을 통해 떨어질 만큼 작으며 그 아래에 있는 곡물 팬에 걸려 있습니다. 곡식 팬이 진동하면서 알갱이, 겨, 그리고 타작통을 통과한 일부 머리가 진동하는 체 세트로 손상되지 않고 흔들립니다.
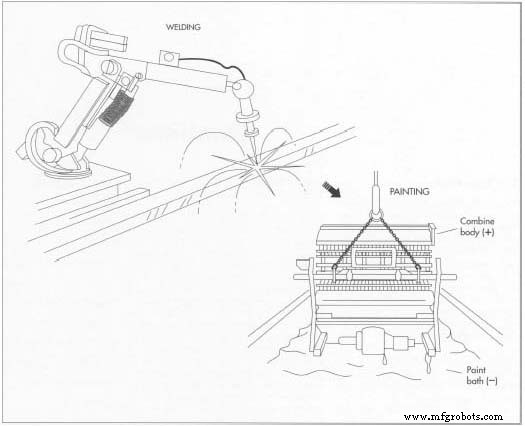 대부분의 콤바인 구성요소는 강판으로 만들어집니다. 강철의 큰 코일은 제조업체로 전달되고 제조업체는 강철을 적절한 길이로 절단하고 모양을 만들고 용접합니다. 용접은 로봇으로 합니다.
대부분의 콤바인 구성요소는 강판으로 만들어집니다. 강철의 큰 코일은 제조업체로 전달되고 제조업체는 강철을 적절한 길이로 절단하고 모양을 만들고 용접합니다. 용접은 로봇으로 합니다.
Body가 제작된 후 Overhead Conveyor에 부착되어 Paint Bath로 운반됩니다. 페인팅은 정전기 방식으로 수행됩니다. 페인팅은 콤바인 본체와 반대 전하를 띠게 됩니다. 이 기술을 사용하면 페인트가 금속의 노출된 모든 부분에 도달하여 부식되지 않는 표면을 제공합니다.
진동으로 인해 낟알이 체를 통해 떨어지고 타작되지 않은 머리가 갇히게됩니다. 체에 인접한 팬은 체를 가로질러 공기를 불어넣어 왕겨(매우 가벼운)가 콤바인의 뒤쪽으로 뒤로 분출되도록 합니다. 탈곡되지 않은 머리는 다른 오거를 통해 광미 엘리베이터로 보내져 탈곡 실린더로 다시 운반됩니다. 한편, 낟알은 곡물 오거에 떨어지고 곡물 엘리베이터로 운반되어 곡물 탱크에 보관됩니다. 또 다른 augur인 Unloading augur는 곡물 탱크에 삽입되고 곡물은 이를 통해 탱크에서 제거될 수 있습니다.
콤바인은 많은 농업 과정이 자동화되던 1800년대에 개발되었습니다. 일찍이 1826년부터 개인 발명가와 사업가들은 농부들이 곡식을 수확하는 것을 돕기 위해 수백 가지의 기구를 내놓았습니다. 그러나 이 초기 기계는 두 가지 중요한 기능 중 하나만 수행했습니다. 그들은 곡식 줄기를 자르는 추수꾼이거나 겨에서 곡식을 분리하는 탈곡기였습니다.
첫 번째 사신은 1826년 스코틀랜드 장관 Patrick Bell이 설계했습니다. 1800년대 중반에 개발된 다른 많은 기계 중에서 가장 성공적인 기계는 미국인 Robert McCormick이 만들고 그의 더 유명한 아들 Cyrus가 완성했습니다. Robert McCormick은 1809년부터 1831년까지 다양한 사신 디자인을 작업했으며, 그의 아버지의 작업을 이어받은 Cyrus McCormick은 1839년에 최초의 McCormick Reaper를 판매했습니다.
곡물의 알맹이를 분리하고 청소하는 타작기는 1700년대 후반에 처음 조립되었으며 1830년대까지 잉글랜드와 스코틀랜드에서 널리 사용되었습니다. 다음 20년 동안 여러 미국인이 탈곡기를 발명했습니다. 가장 성공적인 사람은 1852년에 최초의 "Chicago Pitts" 탈곡기를 판매한 Hiram과 John Pitts 형제였습니다. Jerome 증가 케이스는 또한 1844년에 설립되어 그의 이름을 딴 회사가 계속해서 번창하는 지속적인 인기를 누리고 있는 탈곡기를 생산했습니다.
1828년에 수확기와 탈곡기의 작업을 모두 수행할 수 있는 최초의 농기계가 특허를 받았지만 최초의 모델은 1838년까지 판매되지 않았습니다. 거대하고 성가신 기계는 그것을 끄는 데 20마리의 말이 필요했습니다. 이러한 이유로 콤바인은 20세기 초반까지 많이 사용되지 않았고, 그 이후에는 정교화로 인해 사용이 더 쉬워졌습니다.
오늘날 현대식 콤바인은 조립 라인에서 생산되는 가장 복잡한 기계입니다. 승객 자동차 6,000개의 부품으로 구성되어 있으며, 콤바인은 17,000개가 넘는 부품으로 구성되어 있습니다. 이러한 복잡성은 가격에 반영되어 있습니다. 단일 결합의 비용은 최대 $100,000입니다. 오늘날 미국에는 두 개의 주요 결합 제조업체가 있습니다. John Deere와 J. I. Case라는 두 회사는 일리노이 주 이스트 몰린의 미시시피 강을 따라 나란히 위치한 크고 현대적인 제조 공장을 보유하고 있으며 1990년에 미국과 캐나다에서 약 11,500개의 콤바인을 판매했습니다.
콤바인 제조에 사용되는 주요 원자재인 강판은 폭이 48인치(121.92센티미터)이고 무게가 최대 5,448킬로그램(12,000파운드)인 거대한 롤 형태로 제조 공장으로 전달됩니다. 롤을 풀린 후 판으로 절단한 다음 절단, 드릴링, 성형 및 용접하여 결합체, 외부 패널 및 곡물 탱크를 만듭니다. 액슬, 드라이브 샤프트, 오거 및 지지 구조물을 위해 원형 강철 막대와 속이 빈 사각 강철 채널도 절단 및 드릴링됩니다. 엔진 및 변속기와 같은 복잡한 하위 어셈블리는 다른 회사 공장에서 제작되거나 소규모 회사에서 구매합니다. 종종 배송 차량은 부품이 필요한 조립 라인을 따라 정확한 지점으로 부품을 운송합니다. 조립 후 콤바인은 수성 페인트 로 칠해집니다. 분말 상태로 공장에 도착하여 고순도의 물과 혼합됩니다.
 콤바인은 크고 복잡하며 값비싼 차량입니다. 현대 콤바인에는 약 17,000개의 부품이 포함됩니다(자동차에는 6,000개가 포함됨) 비용은 최대 $100,000입니다. 다른 릴 디자인을 통해 결합이 다른 기능을 수행할 수 있습니다. 간단한 프레임 형태로 이제 나머지 생산 공정을 통해 운반하는 오버헤드 로드바 컨베이어 트랙에 부착됩니다.
콤바인은 크고 복잡하며 값비싼 차량입니다. 현대 콤바인에는 약 17,000개의 부품이 포함됩니다(자동차에는 6,000개가 포함됨) 비용은 최대 $100,000입니다. 다른 릴 디자인을 통해 결합이 다른 기능을 수행할 수 있습니다. 간단한 프레임 형태로 이제 나머지 생산 공정을 통해 운반하는 오버헤드 로드바 컨베이어 트랙에 부착됩니다. 콤바인은 고가의 농기구이며 중요한 수확기에 사용되기 때문에 각 장치는 최고 수준의 운영 성능을 충족해야 합니다. 재료나 기술로 인한 고장은 용납할 수 없습니다. 따라서 품질 관리는 원자재 공급 업체에서 시작하여 최종 조립 후에도 계속됩니다.
오늘날 결합 제조업체는 금속에 약점이 없는지 확인하기 위해 들어오는 판금 및 스톡 봉재 샘플을 무작위로 테스트합니다. 각 제조 단계에서 작업자는 잘못된 제조 방법으로 인한 결함 가능성을 제한하는 절차를 수립합니다. 제조 공정의 각 스테이션은 결함이 없는 부품을 다음 스테이션으로 배송하는 책임이 있습니다. 이러한 제조 철학은 개별 직원이 자신의 작업에 결함이 있는지 확인하도록 합니다.
지난 몇 년 동안 결합 설계가 변경되어 풀리, 벨트 및 구동축에 덜 의존하고 전자 제어 장치, 솔레노이드 액추에이터 및 유압 동력 시스템에 더 많이 의존합니다. 앞으로 몇 년 동안 엔진과 변속기의 개선으로 농부들은 더 큰 동력과 연료 효율성을 얻을 수 있을 것입니다. 또 다른 개발 영역은 타작 실린더입니다. 현재 연구 중인 새로운 디자인은 곡물을 청소하기 위해 하나는 다른 내부에 있는 두 개의 회전 케이지를 특징으로 합니다. 이러한 디자인은 더 효율적이어서 결합 본체를 더 작게 만들 수 있습니다. 곡물에서 겨를 불어내기 위한 2차 청소 장비와 팬도 제거할 수 있습니다. 설계를 개선하기 위한 이러한 끊임없는 노력을 통해 결합 제조업체는 더 많은 전력, 더 큰 용량 및 더 큰 신뢰성을 갖춘 장치를 제공할 수 있습니다. 오늘날, 콤바인은 엔진 정밀 검사 사이에 5,000~10,000시간을 제공할 수 있으며 10년 된 장치보다 25~30% 더 많은 출력을 제공할 수 있습니다.
제조공정
사일로는 다양한 산업 분야의 저장 문제를 해결하는 데 도움이 되지만 작업자 및 기타 농장 사용자를 곡물 취급 장비의 보안 위험에 노출하기도 합니다. 위험에는 곡물 먼지 축적으로 인한 폭발 및 화재와 호흡기 또는 피부 감염이 포함됩니다. 질식은 또한 근로자를 위험에 빠뜨리며 많은 근로자가 업무 중 쓰러집니다. 안전한 작업 환경을 만드는 것은 관련 위험을 명확하게 이해하는 것부터 시작됩니다. 안전 전문가를 참여시키면 위험을 평가하고 안전한 환경을 조성하는 데 도움이 될 수 있습니다. 다양한 보안 조치는 사망으로 이어질 수 있는 사고로
양조용 곡물 사일로는 에너지, 시간 및 비용을 절약해 줍니다. 또한 일년 내내 많은 양의 곡물을 더 잘 관리하는 데 도움이 됩니다. 양조용 곡물 사일로는 환경 친화적인 솔루션을 제공합니다. 젖은 맥주 곡물을 환경에 버리지 않고 저장할 수 있습니다. 양조용 곡물 사일로 사용의 다른 이점은 다음과 같습니다. • 최소한의 지상 공간을 차지합니다. 적재를 통해 추가 저장 공간을 제공하는 수직 사일로를 구축할 수 있습니다. • 사일로는 곡식을 약탈로부터 보호합니다. • 사일로는 넓고 눈에 잘 띄는 광고 공간을 제공합니다. 사일로에 양조