

제조공정

산업 제조
밀링 커터는 일반적으로 다중 날 도구입니다. 동시에 절삭에 참여하는 많은 날, 긴 절삭 날 및 높은 절삭 속도 때문에 생산성이 높습니다. 다양한 밀링 커터를 적용하여 평면, 홈, 계단 등을 처리할 수 있으며 기어, 나사산, 스플라인 샤프트 톱니 프로파일 및 다양한 성형 표면도 처리할 수 있습니다.
밀링 커터의 유형은 톱니 구조에 따라 샤프 톱니 밀링 커터와 릴리프 톱니 밀링 커터로 나눌 수 있습니다. 치아의 상대 위치와 밀링 커터의 축에 따라 원통형 밀링 커터, 앵글 밀링 커터, 페이스 밀링 커터, 성형 밀링 커터 등으로 나눌 수 있습니다. 치아 모양에 따라 다음으로 나눌 수 있습니다. 직선 톱니 밀링 커터, 헬리컬 톱니 밀링 커터, 각 톱니 밀링 커터 및 곡선 톱니 밀링 커터. 공구 구조에 따라 일체형 밀링 커터, 복합 밀링 커터, 밀링 커터의 그룹 또는 전체 세트, 인서트 밀링 커터, 기계 클램프 용접 밀링 커터, 인덱서블 밀링 커터 등으로 나눌 수 있습니다. 그러나 일반적으로 절삭공구 치백 가공의 형태.
(1) 평면 밀링 커터 :일체형 평면 밀링 커터, 톱니면 밀링 커터, 기계 클램프 인덱서블 평면 밀링 커터 등이 있으며 다양한 평면 및 계단 표면의 황삭, 반정밀 및 마무리에 사용됩니다.
(2) 엔드밀 :공작물의 밀링 스텝, 측면, 홈, 다양한 형상의 홀, 내·외부 곡면에 사용.
(3) 키홈 밀링 커터 :키홈 밀링 등에 사용
(4) 슬롯 밀링 커터 및 톱날 밀링 커터:다양한 홈, 측면, 계단 표면 및 톱질 밀링에 사용됩니다.
(5) 특수 슬롯 밀링 커터 :다양한 특수 홈 모양, 모양의 슬롯 밀링 커터, 반달 키홈 밀링 커터, 더브테일 밀링 커터 등을 밀링하는 데 사용됩니다.
(6) 앵글 밀링 커터:밀링 공구의 직선 홈 및 나선형 홈에 사용됩니다.
(7) 금형 밀링 커터:다양한 금형의 볼록 및 오목 성형 표면을 밀링하는 데 사용됩니다.
(8) 그룹 밀링 커터:여러 밀링 커터를 밀링 커터 그룹으로 결합하여 복잡한 성형 표면, 큰 부품의 다른 부품 표면 및 넓은 평면을 밀링하는 데 사용됩니다.
디스크 슬롯 밀링 커터, 볼록 반원형, 오목형 반원형 밀링 커터, 더블 앵글 밀링 커터 및 포밍 밀링 커터를 포함하여 앞면을 다시 연마하여 원래 단면 모양을 유지하고 뒷면은 릴리프 톱니 모양을 사용하는 일부 밀링 커터 나이프 등
 공작물의 이송 방향과 밀링 커터의 회전 방향에 대해 두 가지 방법이 있습니다.
공작물의 이송 방향과 밀링 커터의 회전 방향에 대해 두 가지 방법이 있습니다.
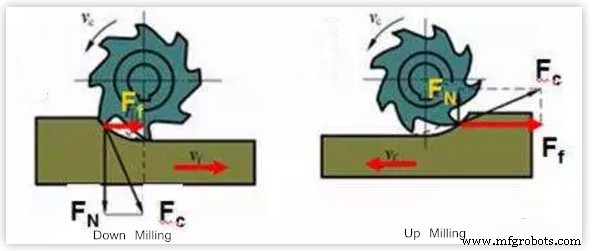
첫 번째 유형은 다운 밀링입니다. 밀링 커터의 회전 방향은 절삭 이송 방향과 동일합니다. 절단이 시작되면 밀링 커터가 공작물을 물고 최종 칩을 절단합니다.
두 번째 유형은 상향 밀링입니다. 밀링 커터의 회전 방향과 절삭 이송 방향이 반대입니다. 밀링 커터는 절단을 시작하기 전에 일정 시간 동안 공작물에서 미끄러져야 하며, 절단 두께가 0인 상태에서 시작하여 최대 절단이 끝날 때 절단 두께에 도달해야 합니다.
평면 밀링 커터, 일부 엔드 밀링 또는 평면 밀링에서 절삭력은 방향이 다릅니다. 평면 밀링 시 밀링 커터는 공작물의 외부에 있으므로 절삭력 방향에 특별한 주의를 기울여야 합니다. 다운 밀링 중에는 절삭력이 공작물을 작업대에 대고, 상향 밀링 시 절삭력은 공작물을 작업대에서 밀어냅니다.
하향 밀링의 전력 소비는 상향 밀링의 전력 소비보다 적습니다. 동일한 절삭 조건에서 다운 밀링의 전력 소비는 5% ~ 15% 더 낮습니다. 동시에 다운 밀링은 칩 제거에 더 도움이 됩니다.
일반적으로 다운 밀링은 가공 부품의 표면 조도(거칠기 감소)를 개선하고 치수 정확도를 보장하기 위해 가능한 한 많이 사용해야 합니다. 그러나 단조 블랭크 가공과 같이 절삭 표면에 단단한 층이 있고 슬래그가 축적되고 공작물의 표면이 더 고르지 않은 경우 업 밀링 방법을 사용해야합니다.
다운 밀링 시 절삭 두께가 얇아지고 커터 톱니가 가공되지 않은 표면으로 절단되어 밀링 커터 사용에 유리합니다.
상향 밀링에서 밀링 커터의 커터 톱니가 공작물에 닿으면 즉시 금속층을 절단할 수 없지만 공작물 표면에서 짧은 거리를 미끄러집니다. 슬라이딩 과정에서 강한 마찰로 인해 많은 양의 열이 발생함과 동시에 가공할 표면에 경화층을 형성하기 쉬워 공구의 내구성을 저하시키고 표면에 영향을 줍니다. 가공물의 마무리 및 절단의 단점을 가져옵니다.
또한, 상향 밀링 시 커터 톱니가 아래에서 위로(또는 내부에서 외부로) 절단되고 단단한 표면층에서 절단되기 때문에 커터 톱니에 큰 충격 하중이 가해지며 밀링 커터 무뎌지는 속도가 빨라지지만 커터 이빨이 끼어들어가는 과정에서 미끄러짐이 없고, 커팅시 작업대가 움직이지 않습니다.
업 밀링 및 다운 밀링은 공작물로 절단 할 때 절삭 두께가 다르기 때문에 치아와 공작물의 접촉 길이가 다르기 때문에 밀링 커터의 마모 정도가 다릅니다. 실습에 따르면 밀링 커터의 내구성은 상향 밀링보다 2~3배 높습니다. , 표면 거칠기도 줄일 수 있습니다. 그러나 다운 밀링은 표면이 단단한 공작물을 밀링하는 데 적합하지 않습니다.
제조공정
밀링은 금속 가공 및 제조 산업에서 볼 수 있는 가장 일반적인 가공 공정 중 하나입니다. . 밀링 자체가 하나의 절차가 아니라 다양한 유형의 밀링 프로세스가 있다는 사실을 알고 놀랄 수 있습니다. 이러한 작업 중 일부를 살펴보겠습니다. 슬롯 밀링 이 과정에서 커터의 너비는 공작물의 너비보다 작습니다. 이는 공작물에 슬롯을 만드는 데 사용됩니다. 얇은 커터는 얇은 슬롯을 만듭니다. 조각을 두 개로 자르기 위해 공작물의 깊이를 통과하도록 매우 얇은 슬롯을 만들 수 있습니다. 이 프로세스의 또 다른 이름은 톱 밀링입니다. 수
유압 펌프는 모든 건설 또는 농업 작업의 중요한 부분이며 최상의 성능을 얻으려면 신중하게 선택해야 합니다. 이 기사에서는 유압 펌프를 선택할 때 고려해야 할 몇 가지 요소를 살펴보고 정보에 입각한 결정을 내리는 데 도움을 드릴 것입니다. 유압 펌프란? 유압 펌프는 유압의 힘을 사용하여 물체나 유체를 이동시키는 기계입니다. 유압 펌프는 광업, 건설, 제조 및 농업과 같은 다양한 응용 분야에서 사용됩니다. 유압 펌프를 선택할 때 고려해야 할 여러 가지 요소가 있습니다. 여기에는 펌프가 사용될 응용 분야, 이동할 물체 또는 유체의 크